КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Сварные соединения. Расчет сварных соединений на прочность.
Сварное соединение – неразъёмное соединение, выполненное сваркой, т.е. путём установления межатомных связей между свариваемыми частями при нагревании или пластическом деформировании.
Сварные соединения являются наиболее распространёнными и совершенными из неразъёмных соединений, так как лучше других обеспечивают условия равнопрочности, снижения массы и стоимости конструкции.
Металл соединяемых сваркой деталей – основной; металл, предназначенный для введения в сварочную ванну в дополнение к расплавленному основному, называется присадочным; переплавленный присадочный металл, введённый в сварочную ванну, называется наплавленным. Участок соединения, образовавшийся в результате кристаллизации металлической сварочной ванны, называется сварным швом.
Преимущества сварного соединения:
- невысокая стоимость соединения, благодаря малой трудоёмкости и простоте сварного шва;
- сравнительно небольшая масса;
- сечение детали не ослабляется отверстием;
- герметичность автоматизации процесса сварки.
Недостатки сварного соединения:
- появление коробления, остаточных напряжений после сварки;
- недостаточная надёжность при вибрационных ударных нагрузках.
- трудность контроля качества;
- квалификация рабочего.
Виды сварных соединений.
Виды сварки:
- плавлением (дуговая и контактная), - давлением.
Виды сварных соединений:
- стыковое рис 79,
- нахлесточное рис80;
- угловое рис. 81,
- тавровое рис. 82.
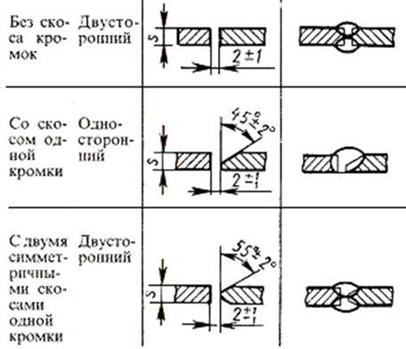
Рис. 79. Виды сварных стыковых соединений

Рис. 80. Виды сварных нахлесточных соединений

Рис. 81. Виды сварных угловых соединений
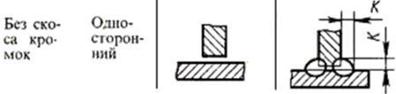
Рис. 82. Виды сварных тавровых соединений
Геометрия сварного шва
Сварной шов рис. 83, характеризуется катетом К, толщиной свариваемых деталей, длиной шва lш . Сварные швы могут быть непрерывными и прерывистыми. Сварные швы по форме поперечного сечения могут быть нормальными 1, выпуклыми 2 и вогнутыми 3
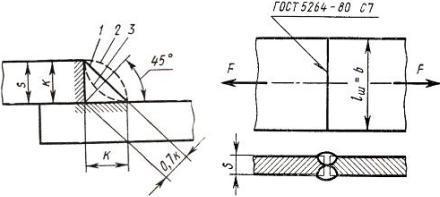
Рис. 83 геометрия сварного шва.
В зависимости от расположения к направлению действующей нагрузки различают швы рис. 84, лобовые (а) и фланговые (б); косые и комбинированные (в).
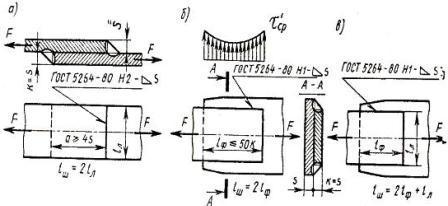
Рис. 84. Виды сварных швов
Критерии работоспособности сварных соединений.
Критерием работоспособности сварных соединений является прочность, причём предполагается, что напряжение в опасных сечениях распределены равномерно. Расчёты сварных соединений:

условие прочности стыковых швов:
нахлёсточные соединения рассчитываются на срез:
Допускаемые напряжения при расчёте сварных соединений принимают пониженными, в долях от допускаемых напряжений для основного металла. Нормы допускаемых напряжений для сварных соединений деталей из низко- и среднеуглеродистых сталей при статической нагрузке указаны в таблице
Таблица 1.
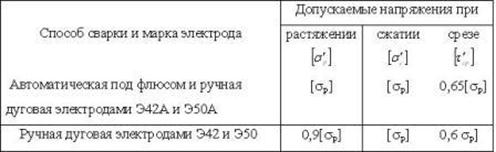
Примечание: В таблице [  p] – допускаемое напряжение на растяжение для материал соединяемых деталей. Для сталей Ст2 [ p] = 140 Н/мм2, для Ст3 [ p] = 160 Н/мм2.
p] – допускаемое напряжение на растяжение для материал соединяемых деталей. Для сталей Ст2 [ p] = 140 Н/мм2, для Ст3 [ p] = 160 Н/мм2.
Дата добавления: 2014-12-30; просмотров: 424; Мы поможем в написании вашей работы!; Нарушение авторских прав |