КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Основные типы редукторов
Тип редуктора определяется составом передач, порядком их размещения в направлении от ведущего – быстроходного вала к ведомому – тихоходному валу и положением колёс в пространстве. Редукторы классифицируют по следующим основным признакам:
1) по типу передачи – зубчатые, червячные, зубчато-червячные;
2) по числу ступеней – одноступенчатые, двухступенчатые, и т. д.;
3) по типу зубчатых колес – цилиндрические, конические, коническо-цилиндрические и т.д.;
4) по относительному расположению валов в пространстве – горизонтальные, вертикальные.
Исполнение редуктора определяется передаточным числом, формой концов валов и вариантом сборки.
Цилиндрические редукторы получили широкое распространение в машиностроении благодаря широкому диапазону передаваемых мощностей, долговечности, простоте изготовления.
Корпус - деталь или группа сочленённых деталей, предназначенная для размещения и фиксации подвижных элементов механизма или машины, для защиты их от воздействия неблагоприятных факторов внешней среды, а также для крепления механизмов в составе машин и агрегатов.
Кроме того, корпусные детали весьма часто выполняют роль ёмкости для хранения эксплуатационного запаса смазочных материалов.
Корпусные детали подвижной техники:
броневые корпуса МГКМ, рамы автомобилей, корпуса двигателей, коробок передач, раздаточных коробок, коробок отбора мощности, ведущих мостов и некоторых других узлов.
Классификация корпусных деталей:
1) По степени конструктивной сложности -
1.1) простые, не имеющие внутренних перегородок, рёбер и приливов;
1.2) сложные, содержащие перечисленные элементы.
2) По сообщённости внутреннего пространства с внешней средой -
2.1) закрытые, внутренняя полость которых, как во время работы, так и в неработающем состоянии, полностью изолирована от внешней среды;
2.2) полузакрытые, внутренняя полость которых может сообщаться с внешней средой в отдельные моменты (часть времени) работы машины (механизма) или в неработающем состоянии;
2.3) открытые, внутренняя полость которых постоянно сообщена с внешней средой.
3) По пригодности для хранения эксплуатационного запаса смазочных
материалов -
3.1) сухие корпуса, не предназначенные для хранения эксплуатационного запаса смазочных материалов;
3.2) маслонаполненные, ёмкость которых приспособлена для хранения эксплуатационного запаса смазочных материалов.
4) По основному материалу, из которого изготовлены детали корпуса -
4.1) металлические (чугун, сталь литая, сталь сварная, лёгкие сплавы - алюминиево-кремниевые, алюминиево-магниевые, титановые);
4.2) неметаллические (пластики, дерево, фанера);
4.3) комбинированные (включающие металлы и неметаллы).
Классификация корпусных деталей:
1) По степени конструктивной сложности -
1.1) простые, не имеющие внутренних перегородок, рёбер и приливов;
1.2) сложные, содержащие перечисленные элементы.
2) По сообщённости внутреннего пространства с внешней средой -
2.1) закрытые, внутренняя полость которых, как во время работы, так и в неработающем состоянии, полностью изолирована от внешней среды;
2.2) полузакрытые, внутренняя полость которых может сообщаться с внешней средой в отдельные моменты (часть времени) работы машины (механизма) или в неработающем состоянии;
2.3) открытые, внутренняя полость которых постоянно сообщена с внешней средой.
3.1) сухие корпуса, не предназначенные для хранения эксплуатационного запаса смазочных материалов;
3.2) маслонаполненные, ёмкость которых приспособлена для хранения эксплуатационного запаса смазочных материалов.
4) По основному материалу, из которого изготовлены детали корпуса -
4.1) металлические (чугун, сталь литая, сталь сварная, лёгкие сплавы - алюминиево-кремниевые, алюминиево-магниевые, титановые);
4.2) неметаллические (пластики, дерево, фанера);
4.3) комбинированные (включающие металлы и неметаллы).
Литой корпус должен удовлетворять конструктивным и технологическим требованиям.
Требования к литым деталям:
1) поверхности, расположенные по направлению выемки формы при формовании должны иметь литейные уклоны 3…5°;
2) переход между сопряженными поверхностями следует выполнять с радиусом скругления r =0,2…0,35 от полусуммы толщин сопрягаемых стенок);
3) при разнотолщинности сопрягаемых стенок превышающей 25% необходимо между ними формировать плавный переход на длине, равной 3…5 толщин наиболее толстой стенки.
4) поверхность дна маслонаполненных корпусов должна иметь уклон 2…3° в сторону сливного отверстия;
5) поверхности, подвергаемые механической обработке, следует выполнять так, чтобы обеспечивалось движение режущего инструмента «на проход»;
6) места установки подшипников выполняются утолщёнными и подкрепляются рёбрами жесткости, рёбрами снабжаются также корпуса механизмов с высоким тепловыделением (например, червячных редукторов) с целью увеличения тепловыделяющей поверхности, толщина рёбер жёсткости и охлаждающих рёбер принимается равной толщине стенки или несколько меньше её (dр = (0,8…1)×dс);
7) соосные отверстия для обеспечения возможности расточки с одной установки должны иметь одинаковый диаметр.
Основными критериями работоспособности корпусных деталей являются прочность, жёсткость и долговечность.
Нагрузки, действующие на корпусные детали, обычно имеют сложный характер и не всегда могут быть учтены при проектном расчёте. Вместе с тем и конфигурация корпусных деталей достаточно сложна. Поэтому расчет корпусных деталей затруднителен и выполняется поэлементно с большим числом упрощений и допущений, что снижает их точность и вызывает необходимость модельных и натурных испытаний корпусов с последующей корректировкой документации
Смазыванием называют подведение смазывающего материала к поверхностям трения механизма с целью снижения потерь энергии в механизме, уменьшения скорости изнашивания поверхностей трения и защиты этих поверхностей от коррозии.
Виды смазывания:
1) по времени подачи смазывающего материала -
1.1) разовое (смазывание подшипников асинхронных электродвигателей);
1.2) периодическое (смазка шарниров рулевого управления и элементов ходовой части автомобилей при техническом обслуживании), и
1.3) непрерывное (смазка зубьев шестерен в коробках передач МГКМ, главных передач автомобилей);
2) по способу подвода смазывающего агента к поверхностям трения -
2.1) картерная смазка (в коробках передач автомобилей);
2.2) циркуляционная (например, смазка подшипников скольжения ДВС);
3) от количества трущихся пар, обслуживаемых системой смазки -
3.1) индивидуальная (смазывающий агент подается индивидуальной системой к каждой паре трения);
3.2) централизованная (смазывающий агент подаетсяобщей системой к нескольким парам трения).
Для обеспечения постоянного смазывания зубчатых, червячных и цепных передач наибольшее распространение получила картерная смазка окунанием. При этом способе смазки жидкое масло заливается в корпус механизма, а его уровень устанавливается таким, чтобы зубья, участвующие в работе передачи, в своём движении проходили через масляную ванну. Глубина погружения в масляную ванну зубьев цилиндрических и червячных колёс должна составлять не менее двойной высоты зуба. Глубина погружения червяка при его нижнем расположении относительно червячного колеса может составлять до половины его делительного диаметра, однако уровень масла выше середины тел качения подшипников, установленных на валу червяка, нежелателен. Такой способ смазки применим при окружных скоростях зубчатых венцов колёс до 15 м/с. При более высоких окружных скоростях зубьев колёс смазка окунанием становится неэффективной, и тогда применяют струйную смазку с подачей масла струёй под избыточным давлением непосредственно в зону контакта зубьев.
При низком уровне масла в картере на быстроходные валы устанавливают специальные разбрызгиватели. Смазывание зубчатого зацепления и подшипников в этом случае осуществляется за счёт образования масляного тумана в полости корпуса передачи.
В местах соединения корпусных деталей, в местах входа и выхода валов в корпус механизма устанавливаются уплотняющие устройства (уплотнения) для защиты внутреннего пространства механизма от попадания вредных факторов внешней среды (воды, пыли, абразивных частиц) и для предохранения от вытекания из внутреннего пространства смазочных материалов.
Классификация уплотнений:
1) по характеру относительной подвижности поверхностей, между которыми устанавливается уплотнение – подвижное и неподвижное;
2) по характеру взаимодействия с движущейся деталью – контактные и бесконтактные;
3) по способу создания уплотняющего давления между уплотнительным элементом и подвижной деталью – пассивные или натяжные, в которых необходимое давление между уплотняемыми поверхностями создается за счёт деформации уплотняющего элемента и не зависит от давления среды в полости корпуса механизма, и активные, в которых давление между уплотняемыми поверхностями меняется пропорционально изменению давления во внутренней полости механизма;
4) в зависимости от материала, из которого изготовлен уплотняющий элемент – металлические и неметаллические;
5) по форме подвижной уплотняемой поверхности – торцевые (плоскостные), цилиндрические, конические, сферические.
Для уплотнения неподвижных соединений применяются прокладки, резиновые кольца круглого и прямоугольного сечения, жидкие самотвердеющие герметики.
Наиболее сложным является уплотнение подвижных соединений, например, входных и выходных валов.
Сальники – неметаллические контактные уплотнения пассивного типа. Применяются сальниковые уплотнения при относительных скоростях скольжения до 5 м/с и давлениях в рабочей полости до 0,5 МПа.
Простейшее сальниковое уплотнение содержит кольцо прямоугольного сечения, пропитанное смазывающим материалом и запрессованное в трапециевидную канавку, угол между боковыми поверхностями которой составляет 20…30°. Сальниковое кольцо обычно выполняют из войлока или кожи и проваривают его в консистентной смазке.

Рис.102 Уплотнения валов:
а) – сальник; б ) – металлические кольца; в) – манжетное; г) – торцовое; д) – лабиринтное;
е) – двойное лабиринтное ,ж) – комбинированное (сальник + щелевое).
В манжетных уплотнениях предварительное поджатие уплотняющей кромки манжеты к поверхности вала происходит за счёт деформации манжеты и натяжения браслетной пружины, которой всегда снабжается манжета Увеличение давления во внутренней полости корпуса механизма способствует возрастанию усилия, прижимающего ласт манжеты к поверхности вала, препятствуя тем самым сообщению внутренней полости с внешней средой. Армированные манжеты могут изготавливаться как из различных резиновых смесей, так и из пластиков (полиуретан, поливинилхлорид). Манжетные уплотнения могут применяться при скоростях скольжения до 10 м/с.
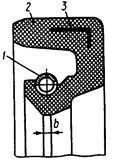 Ри.103
Ри.103
рКонструкция резиновой армированной манжеты:1 – браслетная пружина; 2 – тело манжеты; 3 – металлическая армирующая вставка
Контрольные вопросы
1. Что называется редуктором и каково его назначение в приводе машины?
2. По каким признакам классифицируются редукторы?
3. Что такое корпус?
4. Классификация корпусных деталей.
5. Какие требования предъявляются к литым деталям:
6. Что такое смазывание? Какие виды смазок вы знаете?
7. Что такое уплотнение? Классификация уплотнений.
8. Сальниковые и манжетные уплотнения.
Дата добавления: 2014-12-30; просмотров: 342; Мы поможем в написании вашей работы!; Нарушение авторских прав |