КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Структура технологического процесса при обработке корпусных деталей
Структура технологического процесса обработки корпусной детали зависит от ее конструктивного исполнения, геометрической формы, размеров, массы, метода получения технических требований к ней, оснащенности производствам методов его работы. В то же время структура технологического процесса обработки корпусных деталей, как и любых других, имеет общие закономерности. Эти закономерности относятся к определению последовательности обработки поверхностей в соответствии с намеченными технологическими базами, к определению необходимого числа переходов по обработке поверхностей, к выбору оборудования и пр. Независимо от вышеуказанных особенностей корпусной детали технологический процесс ее обработки включает следующие основные операции:
- черновая и чистовая обработка плоских поверхностей, плоскости и двух отверстий или других поверхностей, используемых в дальнейшем в качестве технологических баз;
- черновая и чистовая обработка других плоских поверхностей;
- черновая и чистовая обработка основных отверстий;
- обработка вспомогательных отверстий - гладких и резьбовых;
- отделочная обработка плоских поверхностей и основных отверстий;
- контроль точности обработанной детали.
Кроме того, между этапами черновой и чистовой обработки может быть предусмотрено естественное или искусственное старение для снятия внутренних напряжений.
Билет №8
1) Обработка плоских поверхностей корпусных деталей, методы, оборудование.
Плоские поверхности обрабатываются следующими методами: фрезерованием, строганием, точением, протягиванием и шлифованием.
Фрезерованиеявляется наиболее распространенным методом обработки и применяется при любом типе производства. Обработка ведется цилиндрическими или торцевыми фрезами на универсально-фрезерных станках с вертикальным и горизонтальным расположением шпинделя, многошпиндельных продольно-фрезерных станках, карусельно- и барабанно фрезерных станках.
Универсально-фрезерныестанки используют для обработки заготовок небольших размеров в единичном и мелкосерийном производстве. Для повышения производительности за счет совмещения рабочих и вспомогательных ходов, обработку выполняют по схеме маятникового (челночного) фрезерования. Для этого на столе станка имеются две позиции. Пока очередная заготовка обрабатывается в одной позиции, в другой производится съем и установка следующей заготовки.
Многошпиндельные продольно-фрезерные станкииспользуют для обработки крупногабаритных корпусных деталей или для групповой обработки деталей средних размеров в серийном производстве .
Ход стола этих станков достигает восьми метров. Эти станки оснащены несколькими шпиндельными бабками, что позволяет обрабатывать одновременно несколько поверхностей. При групповой обработке заготовки устанавливаются на рабочем столе в один или два ряда и фрезеруют у них одни и те же поверхности.
Карусельно- и барабанно-фрезерные станкиприменяют для обработки корпусных деталей небольших размеров в крупносерийном и массовом производстве. Карусельно-фрезерные станки с круглым вращающимся столом имеют одну или несколько фрезерных головок с вертикальным расположением шпинделей .
На барабанно-фрезерном станке производят одновременную обработку в размер двух параллельных поверхностей. Барабан, непрерывно вращается вокруг горизонтальной оси и имеет от четырех до восьми позиций, на которых установлены приспособления для закрепления обрабатываемых заготовок. Общее число фрезерных головок с горизонтальным расположением шпинделей может составлять 2, 4, 6 или 8. При этом с помощью первых фрез выполняют черновую обработку, а последние две фрезы большого диаметра служат для чистовой обработки поверхности. Диаметры фрез для чистовой обработки предопределяют размеры обрабатываемых поверхностей. При малых участках обрабатываемых поверхностей и относительно большом расстоянии между ними эффективность использования карусельно- и барабанно-фрезерных станков уменьшается.
Строганиенаружных плоскостей корпусных деталей применяют в условиях единичного и мелкосерийного производства, а также при обработке крупногабаритных, с большой массой. Эту операцию выполняют на продольнострогальных станкахс использованием вертикальных и горизонтальных суппортов. Производительность строгания ниже фрезерования вследствие наличия вспомогательных ходов и относительно малых скоростей возвратно-поступательного движения стола станка. Производительность можно повысить путем одновременной обработки группы заготовок, последовательно установленных в один или два ряда на столе станка, а также за счет многорезцовой обработки.
При этом целесообразна параллельная обработка горизонтальных и вертикальных поверхностей заготовок с использованием одновременно вертикальных и боковых суппортов станка .
Резцы, используемые при строгании, представляют собой наиболее дешевый и простой инструмент, который обладает малой чувствительностью к ударным нагрузкам из-за дефектов поверхностного слоя и позволяет снимать за один рабочий ход до 15-20 мм. При строгании можно получить высокую точность по прямолинейности обработанных поверхностей. Это объясняется более высокой жесткостью строгальных суппортов по сравнению с фрезерными головками и относительно малыми температурными деформациями в процессе резания. Кроме того, при получении пазов и канавок производительность строгания выше, чем фрезерования. Поэтому строгание достаточно широко применяют при обработке заготовок корпусных деталей с направляющими — столов, кареток, ползунов.
Точениеосуществляют на токарно-карусельных станках при обработке крупных деталей типа тел вращения диаметром до 20000 мм, таких как корпуса паровых турбин, компрессоров, центробежных насосов, крупных электродвигателей, генераторов, крупногабаритных вентилей, а также планшайб станков. В условиях серийного производства на карусельно-токарных станках одновременно обрабатывают по плоскости разъема группу небольших корпусов или крышек, установленных в приспособлениях по периметру стола. При этом обеспечиваются достаточно высокие требования к плоскостности и параллельности обрабатываемых поверхностей.
Протягиваниеявляется наиболее производительным методом обработки, при котором обеспечивается высокая точность размеров и относительного расположения обрабатываемых поверхностей. Этот метод применяют для черновой, чистовой и отделочной обработки наружных поверхностей заготовок корпусных деталей. Скорость протягивания достигает 60 м/мин. На мощных протяжных станках с усилием протягивания до 500 кН за один ход снимается припуск до 3 - 5 мм. Быстроходные протяжные станки встраивают в автоматические линии для обработки корпусных деталей, у которых предварительно и окончательно протягивают одновременно несколько плоских и фасонных поверхностей.
В массовом производстве протягивание наружных плоскостей корпусных деталей выполняют на специализированных протяжных станках горизонтального и вертикального типа. Высокая производительность обеспечивается применением станков непрерывного действия различной конструкции.
Станки с цепным приводом имеют цепь, которая перемещает закрепленные на ней детали относительно протяжки, установленной сверху, снимающей стружку с обрабатываемой поверхности. На карусельно- и барабанно-протяжных станках детали размещаются по периметру стола или барабана, вращением которых осуществляется резание металла. Протягивание наружных поверхностей осуществляется по двум схемам: простой и прогрессивной. Протяжки, работающие по прогрессивной схеме, имеют зубья переменной ширины. Здесь каждый зуб срезает слой металла равный его ширине. Протяжки, работающие по простой схеме, имеют зубья одинаковой ширины, которая равна ширине обрабатываемой поверхности. Поэтому при черновой обработке первые зубья простых протяжек, которые работают по корке после литья быстро изнашиваются. Длина протяжек со вставными зубьями достигает 2 - 3,5 м.
Недостатками протягивания являются относительно высокая стоимость режущего инструмента и возникающие при обработке большие силы резания, что исключает возможность обработки нежестких деталей.
Шлифованиенаружных плоскостей корпусных деталей применяется для черновой, так и для чистовой обработки. При чистовом шлифовании обеспечиваются повышенные требования к шероховатости и точности. Преимуществом чернового шлифования является малая чувствительность шлифовального круга к дефектам поверхностного слоя литой заготовки, а также возможность производительной обработки сложных по контуру прерывистых поверхностей. Обработка таких поверхностей лезвийным инструментом вызывает выкрашивание металла на кромках заготовки чугунных деталей и режущей кромки инструмента. Устранение этого явления путем занижения режимов резания уменьшает производительность. В процессе шлифования выкрашивание исключаются. Обильное применение СОЖ при шлифовании позволяет значительно уменьшить температурные деформации детали, что способствует повышению точности обработки.
Шлифование выполняют на плоскошлифовальных станках с прямоугольным или круглым столом
Отделка плоских поверхностей абразивами и шабрением
: Окончательная чистейшая обработка плоских поверхностей - отделка производится с применением абразивов - доводкой, притиркой, полированием.
Притирка_(доводка)
- служит для окончательной отделки отшлифованных поверхностей. Притирка выполняется притиром, из чугуна, бронзы или меди, который предварительно шаржируется абразивным микропорошком с маслом или спец, пастой. Пасты состоят из абразивных порошков и химически активных веществ (пасты ГОИ с керосином и т.д.). Пасты ускоряют процесс притирки, т. к., окисляют обрабатываемую поверхность и образующаяся мягкая пленка удаляется абразивными зернами.
Полирование
Полирование- процесс чистовой обработки мягким кругом из войлока, фетра, парусины или кожи с нанесённым на него мелкозернистым абразивным порошком со смазкой. Полированием не исправляют погрешности геометрической формы, а также местные дефекты, от предыдущих операций (вмятины, раковины и дp.). Полирование ведется при высокой скорости полировального крута (до 40 м/сек) Кроме этого, для окончательной чистовой обработки применяется шабрение. Шабрение плоских: поверхностей можно выполнять с помощью шабера, вручную или механическим способом.Первый способ требует большой затраты времени и высокой квалификации исполнения, но обеспечивает сравнительно высокую точность Второй способ – механический — осуществляется при помощи специальных станков, на которых шабер получает возвратно-поступательное движение. Такой способ требует меньшей затраты времени, однако его нельзя использовать для шабрения сложных поверхностей.
Вспомогательное время затрачивается на установку и снятие детали, покрытие краской и контроль. Проверка плоскостности обрабатываемых поверхностей производится с помощью поверочных плит и линеек на краску (по числу пятен). Поверочная плита покрывается краской и при соприкосновении с шабренной поверхностью детали оставляет на последней в местах соприкосновения пятна краски. Число пятен краски, приходящееся на квадрат обработанной поверхности размером 25X25 мм2 характеризует неровность поверхности.
2) Методика проектирования приспособлений
Исходные данные:
1) чертёж изделия и чертёж детали; 2) программа выпуска; 3) требования на точность выполнения размеров, поверх-ную твёрдость и материал; 4) производственные условия, в которых будет протекать процесс обработки; 5) справочники и альбомы типовых конструкций, освоенных даннымпроизводством пооснастки; 6) альбом стандартов на элементы приспособлений (государственные и стандарты предприятия); 7) режимы обработки, станочное оборудование и инструмент, установленные технологом на данной операции (ОК и эскиз).
Основные расчёты, выполняемые при проектировании:
1) определение погрешности установки; 2)расчёт сил резания и потребных сил закрепления; 3) определение основных параметров и силовых характеристик в механизмах зажима; 4) расчёт приводов, определение их основных характеристик; 5) экономическое обоснование целесообразности выбранной конструкции приспособления.
Последовательность выполнения этапов проектирования при составлении сборочного чертежа.
1. на листе А1 вычерчивается заг-ка в 3-х проекциях таким образом, чтобы была возможность выполнять элементы, конструкции присп-ия относительно той или иной проекции. Основой для проектирования является опред. эскиз:
При выполнении проекции как правило наносится упрощенный контур заготовки без детализации элементов, но чётко выделяются поверхности обработки. Заготовка обозначается тонкой линией (в некоторых случаях цветной или штрих-пунктиром). Предполагается, что заготовка прозрачна и не затемняет элементы приспособления.
2. Наносятся установочные элементы (уст. планки и пальцы).
3.Устанавливаются прихваты.
4.Прорисовываются передаточные элементы (рычаги, клинья и т.п.) для связи с приводом приспособления.
5. Все элементы приспособления объединяются в единую конструкцию корпусом.
При проектировании приспособ. и при их изгот-ии обесп-ют их высокую надёжность по показателям безотказности, долговечности, ремонтнопригодности и сохраняемости. Приспособления должны быть эргономичными, их обслуж-ие должно быть удобным и лёгким.
Общие виды присп-ний вычерчивают в масштабе 1:1 (искл-ие – присп-ние для особо крупных или мелких деталей). На общем виде указывают габаритные размеры присп-ния и размеры, которые нужно выдержать при его сборке и отладке, дается нумерация деталей и их спецификация с указанием исп-ных стандартов. На общем виде присп-ния приводят техн условия на его сборку.
Далее производят деталировку. Рабочие чертежи выполняют только на специальные детали.
Билет №9
1) Обработка основных отверстий в корпусных деталях, инструмент, оборудование.
Обработку основных отверстий выполняют на горизонтально-расточных, координатно-расточных, сверлильных, агрегатных и многоцелевых станках. При обработке используют различный режущий инструмент: сверла, зенкера, резцы, расточные головки, расточные пластины, развертки.
Сверла применяют для получения отверстий в сплошном материале. Отверстия болееØ25мм после сверления рассверл-м. Сверлением и рассверливанием отверстий обеспеч точность диаметра по 11,12 квал. Шероховатость поверхности составляет 12-40мкм.
Цельные и насадные зенкеры применяют для растачивания - зенкерования отверстий, полученных сверлением, а также в литых заготовках диаметром до 170 мм. Зенкерованием исправляют погрешности формы и расположения отверстий, полученных сверлением. Зенкерованием обеспечивается точность диаметра по 10 квалитету. Шероховатость поверхности составляет 2,5 - 5 мкм.
Расточные резцыс твердосплавными пластинами применяют для черновой и чистовой обработки. Достоинством резцов является их простота и универсальность. За счет регулировки вылета резца на оправке — борштанге можно получать отверстия разного диаметра, что важно в условиях мелкосерийного производства, когда не всегда имеется мерный инструмент. Для получения точных отверстий используют регулировку вылета резца с помощью микрометрических винтов. Растачивание резцами лучше, чем любой другой метод обеспечивает прямолинейность оси и соосность отверстий. Чистовым растачиванием обеспечивается точность диаметра по 9 квалитету. Шероховатость поверхности составляет 2,5...5 мкм.
Развертываниеотверстий является основным методом чистовой обработки, которым обеспечивается 6-9 квалитет. Шероховатость поверхности составляет 0,63 - 1,25 мкм. Развертывание применяют после сверления, зенкерования или растачивания. Развертки могут быть цельными или насадными с пластинами из быстрорежущей стали или твердого сплава. Развертка является калибрующим инструментом. Ее применение обеспечивает высокую точность только при совмещении осей развертки и отверстия. Для этого используют плавающие патроны и оправки. Для отверстий диаметром более 25 мм применяются самоцентрирующиеся развертки с плавающими пластинами.
В серийном производстве широко применяют комбинированный инструмент. При этом осуществляются различные виды черновой и чистовой обработки одной или нескольких поверхностей: сверление, зенкерование, развертывание, растачивание, подрезка торцев. Это повышает производительность, точность обработки и сокращает номенклатуру режущего инструмента.
Горизонтально-расточные станкиявляются основным оборудованием для получения отверстий.
Точность расположения основных отверстий относительно технологических баз и точность межосевых расстояний при растачивании основных отверстий на горизонтально-расточных станках достигается одним из следующих способов: по разметке, методом пробных ходов, координатным методом и с помощью кондукторов.
При обработке по разметке намечают центр отверстия и циркулем проводят окружность. Затем совмещают ось шпинделя с центром будущего-отверстия и обрабатывают инструментом. Обеспечивается точность в пределах 0,05 мм.
При обработке методом пробных ходовотверстия размечают и предварительно обрабатывают по 7 квалитету с некоторым припуском по диаметру. В отверстия вставляют оправки-калибры и измеряют положение отверстий относительно баз, а также межосевые расстояния. Затем отверстия растачивают снова, учитывая результаты замеров в виде поправок в положение шпинделя. Повторное растачивание произ-ся в размер или с припуском для следующей корректировки положения отверстий с помощью оправок-калибров. Точность положения отверстий достигает 0,02 мм.
При координатном методеобработки отверстий выбирают систему координат, которая совпадает с технологическими базами. При настройке станка ось шпинделя совмещают с началом системы координат. Затем последовательно при растачивании отверстий шпиндель устанавливают в требуемое положение перемещением стола станка по координате X, а шпиндельной бабки по координате Y с помощью лимбов станка. Точность установки по лимбам составляет 0,08-0,2 мм.
Современные горизонтально-расточные станки оснащены оптическими системами отсчета перемещений с ценой деления 0,01 мм, что позволяет быстро устанавливать шпиндель станка в требуемое положение. В последние десятилетия в мелкосерийном производстве широко используются станки с числовым программным управлением (ЧПУ), в которых установка шпинделя и стола осуществляется за счет управления электроприводом по программе. Точность составляет ± 0,02 мм.
При обработке отверстий в серийном и массовом производстве широко применяются кондукторы. Простейшим кондуктором является листовой шаблон толщиной 10-12 мм, который накладывают на корпусную деталь или устанавливают перед ней на столе станка. При обработке ось шпинделя станка совмещают с осями отверстий в шаблоне. Точность линейных размеров при этом методе достигает 0,08...0,2мм. В крупносерийном производстве используют более сложные кондукторы в виде специальных приспособлений. Эти кондукторы имеют точно расположенные отверстия в виде кондукторных втулок, установленных на опорах. Кондуктор закрепляется на столе станка. Кондукторные втулки могут устанавливаться до отверстия, за ним, до и после отверстия или создавать двойное переднее направление борштанги .
Точность линейных размеров при обработке по кондукторам достигает 0,08 - 0,2 мм.
Координатно-расточные станкииспользуются для получения отверстий, к точности расположения которых предъявляются повышенные требования. Отечественная промышленность выпускает координатно-расточные станки с вертикальной осью шпинделя. На этих станках можно выполнять те же операции, как и на горизонтально-расточных. Станки можно использовать в качестве измерительных машин для контроля линейных и угловых размеров, а также производить разметку, поверхностей. Станки оснащены оптическими системами отсчета перемещений с точн. позиционирования в пределах 1 мкм.
Агрегатно-расточные станкиприменяются в крупносерийном и массовом производстве для одновременной обработки нескольких отверстий в корпусных деталях. Эти станки создаются из унифицированных узлов: силовых головок, столов, стоек и пр. Станки могут иметь различные компоновки с горизонтальным, наклонным или вертикальным расположением шпинделей . Столы станков могут быть неподвижными, барабанными или поворотными. Наагрегатных станках выполняются практически те же операции, что и на горизонтально-расточных, при одновременной обработке нескольких отверстий. Агрегатные станки являются специальными и создаются для обработки определенного вида заготовок, производимых в большом количестве. Поэтому применение этих станков требует экономического обоснования.
Многоцелевые станки(МЦС) предназначены для выполнения большого количества операций без переустановки обрабатываемых деталей и широко применяются в мелкосерийном производстве. Эти станки оснащены системами с ЧПУ и устройствами для автоматической смены инструмента - магазинами. На МЦС выполняют те же операции, что и на расточных станках. Однако применение ЧПУ дает возможность вести обработку не только цилиндрических отверстий, но и отверстий с более сложной конфигурацией. Использование МЦС обеспечивает точность обработки линейных размеров по 6-7 квалитету. МЦС выпускаются с горизонтальным и вертикальным шпинделем.
2) Основные элементы приспособлений. Стандартизация приспособлений и их элементов.
В присп. основными являются следующие элементы:
Установочные, для установки заг-ки, для напр-ния инстр-та и контроля его положения, а также вспомог-ые устр-ва и корпуса присп-ний.
(1). Уст-ные элементы обеспечивают реализацию схемы базирования заг-ки согласно операционного эскиза на данную операцию. К ним относятся: 1. установка заг-ки на плоские технолог. базы:
- установочные штыри;
- установочные планки а)-плоские; б)-с пазами.
(2). Прихваты – это элементы, которые непосред-но контактируют с заг., передавая на неё силу закрепления:
- планки, (+)-планка может быть усилителем, простота, удобство и быстро уст-ся; (-)- приходится увел-ть корпус присп-ния;
- Г-образные прихваты. (+)-всё компактно, находится в зоне заг-ки. - двухместные прихваты .
(3). Силовые механизмы – это уст-ва, которые позволяют преобразовывать исходную силу непосредственно на прихваты присп-ния или заг-ку. К этим механизмам относят:
а) клиновые механизмы. (+)-простота констр-ии, быстродействие, в определённых условиях могут быть самотормозящие; (-)- относительно небольшой коэф-ент преобр-ния исходной силы в зажимную. б) эксцентриковые механизмы. (+)- быстродействие, простота конструкции. в) рычажные механизмы
г) рычажно-шарнирные д) винтовые механизмы зажима (+)-большой коэф-т преобр-ния исходной силы в зажимную; самотормозящие; (-)-небыстродействующие.
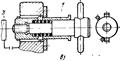
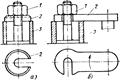
Рис, 47. Быстродействующие винтовые зажимы
На рис. 47 показаны некоторые конструкции быстродействующих зажимов. Наиболее прост винтовой зажим с разрезной шайбой (рис. 47, а) или откидной разрезной планкой (рис. 47, б). После ослабления гайки / (или планки) шайба 2 сдвигается и заготовка,снимается через гайку; диаметр последней должен быть меньше диаметра отверстия в заготовке. Применяют также плунжерные устройства (рис. 47, в). Они позволяют отводить зажимной элемент / на большое расстояние от заготовки 3 и крепить ее поворотом стержня на малый угол.
(4). Приводы: они могут быть ручными механизированными (используют энергию сжатого воздуха, жидкости под давлением, эл-маг. явления и т.п. для закрепления заг-ки).
Механизированные признаки делят на:
- пневматические; - гидравлические; - электромагнитные; - вакуумные; - инерционные; - от элементов движ-ся частей станка.
(5). Корпус присп-ия объединяет все элементы в единую конструкцию. К корпусам предъявляют следующие требования:
- должно обладать достаточной жёсткостью и прочностью;
- обеспечивать надёжную установку присп. на станке;
- должно обладать высокой технологичностью в изгот-нии;
- форма корпуса должна исключать скапливание стружки, СОЖ в элементах присп-ния; - для тяжёлых присп-ний необх-мо предусматривать на корпусе установку рым-болтов для удобства транспорт-ки; - для точной ориентации присп-ния относительно станка или реж-го инстр-та на корпусе должны предусматриваться установочные шпонки.
Стандартизация приспособлений и их элементов включает в себя обобщение и корректировку ранее выпушенных нормалей. К нормализации приспособлений относятся нормализация их общих конструктивных и размерных элементов. Целью нормализации являются установление размерных рядов на элементы и узлы приспособлений, определение габаритных и присоединительных размеров, нормализации конструктивных элементов (резьб, шпоночных соединений). установление посадок для применяемых сопряжений и допусков на основные детали. Нормализации также подвергают детали специальных приспособлений (установочные элементы, детали зажимных устройств, корпуса приспособлений н их элементы) и их заготовки (отливки, поковки), а также узлы зажимных систем (пневмоцилнндры, пневмокамеры. гндроцнлнндры). Узлы вспомогательных устройств (делительные и поворотные механизмы, фиксаторы, выталкиватели).
Билет №10
1)Системы станочных приспособлений, их основные хар-ки и область использования.
Использование приспособлении способствует повышению производительности и точности обработки, сборки и контроля; облегчению условий труда, сокращению количества и снижению необходимой квалификации рабочих; строгой регламентации длительности выполняемых операций; расширению технологических возможностей оборудования; повышению безопасности работы и снижению аварийности. Использование приспособлений снижает себестоимость продукции.
Дата добавления: 2015-01-13; просмотров: 1067; Мы поможем в написании вашей работы!; Нарушение авторских прав |