КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Типовые компоновки и выбор типа приводов главного движения и подач многоцелевых станков (ОЦ) для обработки корпусных деталей.
В ГПС наибольшее применение находят станки с высокой конц-ей переходов обр-ки, типа обр-щих центров (ОЦ). Сверлильно-фрез-расточные станки типа ОЦ обладают широкими технологич возможностями и в следствии интеграции обр-ки позволяют в 2-3 раза умен-ть число необх-го более простого оборуд-я,, приспос-ний, выполнить обр-ку практически со всех сторон за один установ заг-ки. При этом осущ-ся практически все виды обр-ки со снятием стружки. Применяют след-ие типы ОЦ: 1. гориз-ый с крестовым поворотным столом, 2. вертик-ый с крест-м столом, 3. гориз-ый с подвижной стойкой и подвижным повор-м столом, 4. гор-ный с наклонноповоротным столом, 5. вертик-ый с подвижной стойкой и подвижным столом, 6. гориз-ый с вертик-м крестовым суппортом и гориз-но перемещ-ся суппортом, 7. гориз-й с крестовой стойкой и неподвиж-м столом-плитой, 8. вертик-й одностоячный с поперечиной и подвиж-м столом, 9. двухстоячный с поперечиной и подвижным столом.
Наличие вращ-го инстр-та и программное угловое вращ-е шпинделя позволяет обр-ть внецентровые отв-я, шпоночные пазы. Также имеется возм-ть при одноврем-м вращении шп-ля и перемещении инстр-та получать отв-я фигурной формы. Компоновки: (1). ОЦ- ИР500МФ4(ток-фрез-расточной) (рис 5.2.1) , 1-станина, 2- стол(движ по Х), 3- стойка (движ по Z) , 4-поворотный стол, 5- магазин, 6- автооператор (чтобы брать инстр-т из магазина), 7- шпиндельная бабка (движ по Y), 8- шпиндель, 9- полета (приспособление-спутник), 10- предмет обр-ки (заг-ка), 11- двухпозиционный приставной поворотный стол. Используется позиционно-контурная система упр-ния. Инст-т: торцевые фрезы Æ до 100 мм, сверло- до 40 мм, метчик- до М20, расточный скалки, оправки (Æ отв-я до 160 мм). (2). Миницентр ИР200АМФ4. Прецизионный станок высокого тех уровня для обр-ки корпусных деталей (сверлит, растачивает, шлифует).
Многоцелевые станки оснащены УЧПУ и, устройством автоматической смены инструментов и предназначены для комплексной обработки за одну установку корпусных деталей и деталей типа тел вращения. Многоцелевые станки выпускают: с одним шпинделем и многопозиционным инструментальным магазином (вместимостью от 12 до 120 инструментов), при этом инструмент заменяется в шпинделе автоматически (по программе) за 5-6 секунд; с револьверной инструментальной головкой (число инструментов 5-8), при этом смена инструмента осуществляется поворотом револьверной головки; с револьверной головкой и инструментальным магазином, что позволяет в процессе резания заменять инструменты в неработающих шпинделях револьверной головки. На многоцелевых станках можно осуществлять сверление, рассверливание, зенкерование. нарезание резьбы, растачивание, фрезерование и другие виды обработки. Точность отверстий после растачивания соответствуетб-7 квалитету. Существуют многоцелевые станки, у которых ось шпинделя устанавливается по программе горизонтально, вертикально или под любым углом к плоскости стола станка. Многоцелевые станки могут оснащаться приспособлениями- спутниками (ПС) для установки и закрепления заготовок, а также устройством смены ПС. Выпускают многоцелевые станки вертикальной и горизонтальной компоновки. Многоцелевые станки вертикальной компоновки предназначены для обработки заготовок с одной стороны, а при наличии многопозиционных и поворотных приспособлений - с нескольких сторон. Горизонтальные многоцелевые станки предназначены для обработки заготовок с 2-4х, а иногда и с 5ти сторон - шпиндельные головки имеют поворот вокруг вертикальной и горизонтальной осей. Наиболее распространены компоновки горизонтальных многоцелевых станков с крестовым поворотным столом и шпиндельной бабкой, имеющей вертикальное перемещение. Многоцелевые станки оснащают позиционными, контурными и позиционно- контурными УЧПУ типа CNC. Приводы главного движения многоцелевых станков обеспечивают регулирование частоты вращения шпинделя в широком диапазоне при максимальной частоте вращения 3000-4000 об/мин. В этих приводах используют двигатели постоянного тока с тиристорным управлением. Для малых и средних многоцелевых станков применяют приводы с асинхронным электродвигателем и коробками скоростей. Привод подач состоит ш высоко моментного электродвигателя постоянного тока с бесступенчатым регулированием. Электродвигатель через редуктор соединяется с парой винт-гайка качения В крупных станках вместо редуктора используют двухступенчатые коробки скоростей с электромагнитными муфтами.
Для определения координатных осей и их положений для каждого конкретного станка применяют правило трех пальцев правой руки (рис. 2,4, а), согласно которому согнутый средний палец отождествляется с осью Z, указательный — с осью Y, отогнутый в сторону большой палец — с осью X; концы этих пальцев указывают положительное направление осей.
Гаммы станков. Удачной можно считать такую компоновку станка, на основе которой возможно создание гаммы станков различного технологического назначения с большим числом заимствованных узлов. Пример такой гаммы вертикально-фрезерных станков приведен на рис. 2.5. Базовой является трехкоординатная компоновка станка с поперечным ползуном /, несущим шпиндельную головку (рис. 2.5, а). По такой схеме строят трехкоординатные вертикально-фрезерные станки ФП-7, ФП-17, ФП-27 и ФП-37 с ЧПУ с длиной ходов по координате X 1600—3000 мм и координате Y 650—1000 мм. Эти станки предназначены для обработки фасонных поверхностей с переменной глубиной по координате Z.
На основе базовой компоновки создана модификация трехкоординатного вертикально-фрезерного станка 2ФП-27 с двух-шпиндельной фрезерной головкой / (рис. 2.5, б), позволяющей повысить производительность станка, причем управление перемещениями по координате Z каждого из шпиндельных узлов может осуществляться независимо.
Дальнейшее развитие гаммы станков идет по пути оснащения базовой компоновки магазином инструментов / (рис. 2.5, в), расположенным вдоль ползуна; по такой схеме строят станки ФП-27С, предназначенные для обработки заготовок последовательно несколькими инструментами. При этом вертикально-фрезерный станок превращается в многооперационный, на котором, помимо фрезерования, можно выполнять сверление, зен-керование, растачивание и другие операции.
Четырехкоординатная компоновка станка, предназначенного для обработки профильных малкованных (с переменным наклоном) поверхностей,' достигается установкой поворотного устройства 1 (рис. 2.5, г), управляемого по числовой программе и состоящего из передней и задней стоек. Повышенная жесткость станка и оптимальные габариты его при длине перемещения по координате X до 5 м достигаются в компоновке с неподвижным (по координате X) поворотным столом 2 (рис. 2.5, д) и подвижным (по координате X) ползуном / (станки ФП-27-4С и ФП-57-4С).
Сокращение вспомогательного времени достигается включением в состав станка двухпозиционного устройства автоматизированной загрузки заготовки на спутнике 2 (рис. 2.5, е); при этом стол станка оснащается устройством / приемки, фиксации и крепления спутника.
Вторая позиция для спутника устройства автоматизированной загрузки заготовок выводится в рабочее состояние поворотом на 180° внутренней части устройства вокруг оси 3; при этом спутник 2 опрокидывается в нижнее положение.
На основе базовой компоновки согласно рис. 2.5, а могут быть созданы иные модификации конструктивных схем. Вместе
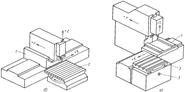
Рис. 2.5. Компоновки гаммы вертикально-фрезерных станков средних габаритов

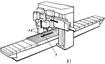
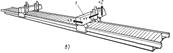
Рис. 2.6. Базовые компоновки фрезерных станков с различными ходами перемещений
с тем сама базовая компоновка может видоизменяться в зависимости от размеров (значений ходов по координатам) станка для обеспечения более высокой жесткости и сокращения габаритов.
Компоновка бывает трех видов:
с крестовым столом / (рис. 2.6, а) и неподвижной колонной, несущей шпиндельную головку, которая перемещается по координате Z; такая компоновка распространена в бесконсольных фрезерных станках с длиной перемещения в поперечном направлении Y до 600 мм и продольном направлении X — до 2 м; в соответствии с ней строят станки МА-655;
портальная, с подвижным столом / (рис. 2.6, б), перемещающимся на расстоянии до 10 м; эта компоновка применяется для станков ФП-9М, ВФ-ЗМ; портальная, с подвижным порталом / (рис. 2.6, в) при длине хода по координате X 6 м и более; она применяется для станков ПФП-5, 2ФП-231, 2ФП-242В.
Сравнив станок с четырехкоординатной компоновкой, где предусмотрены перемещающиеся сани и поворотный стол (см. рис. 2.5, д), со станками с портальной компоновкой (см. рис. 2.6, б и б), на которых можно осуществлять программируемый поворот фрезерной головки, можно определить их рациональные области применения:
Дата добавления: 2015-04-18; просмотров: 308; Мы поможем в написании вашей работы!; Нарушение авторских прав |