КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Типовые компоновки и выбор типа приводов главного движения и подач станков с ЧПУ и ОЦ для обр-ки тел вращения.
Кинем-ка станков с ЧПУ и ОЦ отлична от обычных станков, что имеет констр-ое значение. (рис 5.1.1). Отличит-ые элементы станков с ЧПУ и ОЦ: 1) Привод гл-го движ-я. Примен-ся треб-я повышенной точности и бесступенчатое регул-ие. Это даёт возм-ть повысить точность станков на два порядка. Для повыш-я точности станка прим-ют пару винт-гайка (снижается автоколеб-я) (рис 5.1.2). Увеличение силы трения увелич-ет точность позиционирования. 2) Шпиндель повыш-ет жесткость и обесп-ет высокую точность вращ-я. 3) Привод подач имеет расширенный диапазон регул-я; повышена жёсткость кин-ой цепи и плавность хода; возм-ть дистанц-го упр-ия. 4) Все станки с ЧПУ и ОЦ имеют замкнутую систему управленияи имеют датчики обратной связи (фотоэлементы, магнитные). Датчики могут быть линейными и круговыми. 5) Двигатели прим-ся элек-кие шаговые- асинх-я машина с сосред-ными обмотками и реактивным ротором. Электрогидр-ий шаговый дв-ль - более мощный, т.к. усилие крутящего момента увелич-ся за счёт гидравлич-х усилителей. 6) Устр-во автомат-й смены инстр-та имеет магазин. 7) Особенности станин и направляющих (лучше стружкообраз-ние за счёт больших мощностей).
Особенности главного привода и привода подач: -безредукторность, т.е. двиг-ль имеет бесступ-ое регул-ие-это даёт снижение автоколеб-й и даёт стабильность движений; - применяют синх-ые двиг-ли, соед-ные с ходовым винтом, что увел-ет жёсткость станка и плавность хода.
Токарные станки с ЧПУ предназначены для обработки наружных и внутренних поверхностей деталей типа тел вращения, а также для нарезания наружной и внутренней резьбы. Токарные станки с ЧПУ подразделяются на универсальные (с горизонтальными направляющими) и специализированные (как правило, с вертикальными или наклонными направляющими). Токарные станки с ЧПУ бывают: с ручной сменой инструмента; с автоматическим поворотом резцедержателя или револьверной головки; с автоматической сменой инструмента из инструментального магазина. Головки бывают четырёх, шести и 12-ти позиционные. На каждой позиции можно устанавливать по два инструмента для наружной и внутренней обработки заготовки. Ось вращения головки может располагаться параллельно оси шпинделя, перпендикулярно или наклонно. В пазы револьверных головок устанавливают взаимозаменяемые инструментальные блоки, настраиваемые на размер вне станка на специальных приборах. Привод главного движения состоит из асинхронного электродвигателя, автоматической коробки скоростей и шпиндельного узла, всё соединено между собой клиноремёнными передачами. Привод главного движения может иметь ступенчатое или бесступенчатое регулирование частоты вращения шпинделя. При ступенчатом регулировании применяют автоматическую коробку скоростей в сочетании с одно или многоскоростным перерегулируемым электродвигателем. В автоматической коробке скоростей пуск. торможение. реверс. Регулирование скорости производятся автоматически с помощью электромагнитных муфт. Бесступенчатое регулирование частоты вращения осуществляется электродвигателями постоянного тока с тиристорным управлением. Шпиндели станков с ЧПУ изготовляют точными. жёсткими, с повышенной износостойкостью посадочных и базирующих поверхностей. Приводы подач состоят из двигателей, редуктора, силовой передачи. По структуре приводы делятся на разомкнутые и замкнутые.
Базовые модели токарных полуавтоматов с ЧПУ гаммы АТПр и AT Специализированная гамма токарных полуавтома-
10.1. Классификация специализированных токарных станков с ЧПУ

10.2. Технические данные токарных полуавтоматов АТПр с ЧПУ
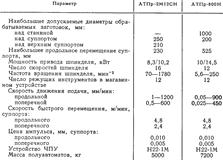
тов АТПр предназначена для наружной и внутренней контурно-фасонной двухкоординатной обработки заготовок деталей типа фланцев, дисков, колец, поршней, гильз, корпусов, валиков и других подобных деталей из стали и алюминиевых сплавов. Две модели станков, входящих в эту гамму, и их технические данные приведены в табл. 10.2. Они различаются в основном диаметром и длиной обрабатываемых заготовок и частотами вращения шпинделя.
В гамму токарных полуавтоматов АТПр-2М12СН с ЧПУ входит ряд исполнений, отличающихся оснащенностью резьбонарезным устройством для нарезания наружных и внутренних резьб, модификацией используемого устройства ЧПУ.
В конструктивном отношении станок гаммы АТПр-2М12СН1 (рис. 10.1) представляет собой одношпиндельный полуавтомат с гидрофицированным зажимным патроном 4; станина // станка — коробчатого типа, на ней укреплен наклонный корпус 10 с прямоугольными направляющими и крестовым суппортом 6, а также узлом смены инструментов 8 с магазином на 12 режущих инструментов. Полуавтомат оснащен устройством ЧПУ / типа Н22-1М.
Полуавтомат имеет надежное ограждение 3 каркасного типа, раздельное для передней бабки и инструментального магазина 5, электродвигатель привода шпинделя 9, расположенный под передней бабкой, ручной пульт 7 управления и шкаф 2 с электроаппаратурой. Крестовый суппорт может перемещаться в продольном и поперечном направлениях со скоростями движения рабочей подачи или ускоренного (холостого) перемещения, которые осуществляются посредством шариковых винтовых пар 21, 7 (рис. 10.2) с гидроусилителями МГ-18-14М 23 и 6, управляемыми шаговыми двигателями ШД-5Д-1.
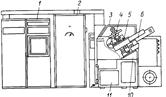

Рис. 10.1. Полуавтомат АТПр-2М12СН1
Шпиндель 4 полуавтомата получает вращение от электродвигателя 3.3 мощностью 8,3/10,2 кВт с двумя частотами вращения ротора.
Программоносителем является перфорированная лента, которая несет информацию о последовательности технологических переходов, о направлениях и значениях перемещений, частоте вращения шпинделя и рабочей подачи, а также ускоренных ходах в соответствии с разработанным технологическим процессом обработки.
Станина (см. рис. 10.1) является основанием, на котором размещены все остальные узлы станка. Для повышения жесткости в станине предусмотрены ребра. У торца станины расположена плита, на которой установлен электродвигатель привода шпинделя 9. Средняя часть станины используется как емкость для охлаждающей жидкости и установки насоса подачи охлаждающей жидкости. Станина установлена на шести резино-металлических виброизолирующих регулируемых опорах.
Токарные станки с ЧПУ обычно обеспечивают точность обработки заготовок no ITG с шероховатостью цилиндрических поверхностей и конусов с малыми углами при вершине R = 6-^12 мкм. Нарезание резьбы ведется по 3-му класс точности.
При настройке инструментов на размер в специальном оптическом приспособлении рнс станка их установка в головку производится без дополнительной. выверки. Погрешность настройки инструмента вместе с бесподналадочным переносом ня станке находится в пределах d:0,02 мм (станок 16К20ФЗ).
Современные токарные станки с ЧПУ снабжаются револьвертньми головками или магазинами сменных резцовых блоков, позволяющими осуществлять автоматическую смену режущего инструмента по заданной программе. Кроме того, некоторые токарные станки с ЧПУ снабжаются дополнительными устройствами для выполнения поперечных работ (сверление и фрезерование), продольных осевых работ (аналогично револьверным станкам) и даже для обработки при остановленном шпиндече эксцентрично расположенных элементов заготовки.
Настройка новейших моделей станков с ЧПУ осуществляется с использованием специальных датчиков касания, которые одновременно служат и для коррекции положения инструмента в связи с его износом. Верхние пределы частоты вращения шпинделей у новейших станков с ЧПУ повышаются до 6000 об/мин.
Для устранения переустановок заготовок, обрабатываемых на токарных станках с ЧПУ в центрах, рекомендуется применение зубчатых утопленных поводковых центров. Все это значительно расширяет технологические возможности этих станков.
Дата добавления: 2015-04-18; просмотров: 440; Мы поможем в написании вашей работы!; Нарушение авторских прав |