КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Способы подачи деталей в рабочую зону и их ориентирования.
Подача деталей в рабочую зону осуществляется при помощи вибробункеров, скребковых бункеров, бункера с ножевыми захватами и других устройств.
 Для примера рассмотрим подачу деталей при помощи скребкового бункера. Данный бункер используется для подачи деталей малых и средних размеров.
Для примера рассмотрим подачу деталей при помощи скребкового бункера. Данный бункер используется для подачи деталей малых и средних размеров.
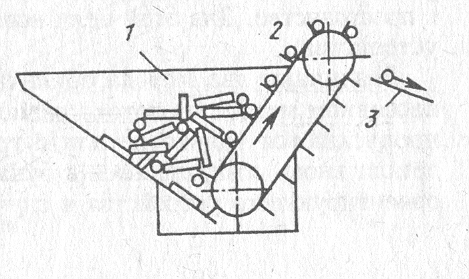
Наклонная стенка 1 способствует перемещению заготовок к передней стенке. Около передней стенки смонтирован скребковый конвейер 2. перемещающаяся лента конвейера с укрепленными на ней скребками может поднять из бункера только заготовку расположенную горизонтально. Заготовки далее перегружаются на лоток 3 и по нему перемещаются в рабочую зону сборочной машины.
Ориентирование деталей может быть осуществлено при помощи пассивной и активной ориентации.
Для примера рассмотрим устройство активной ориентации, которое переориентирует неправильно ориентированные детали (см. рис.). Винты по лотку скользят головками и вперед и назад, но тело болта проваливается в паз, болт принимает вертикальное положение, продолжая двигаться на нижнем торце головки. Ударяясь об уступ, болты поворачиваются и двигаются только головками вперед.
 Требования, предъявляемые к автоматическим приспособлениям:
Требования, предъявляемые к автоматическим приспособлениям:
При полной автоматизации цикла сборки или обработки необходима автоматизация приспособления.
Автоматизация приспособлений предъявляет к ним определенные требования и требует дополнительных управляющих и транспортирующих устройств.
1. В приспособлении, предназначенном для обработки, должен быть решен вопрос по удалению стружки.
Мелкую стружку удаляют из труднодоступных мест струёй сжатого воздуха, отсасывая или смывая СОЖ. В других случаях стружку удаляют механически скребками или щетками.
2. Инструменты, предназначенные для работы в автоматическом режиме должны обеспечивать получение дробленой стружки.
Для этой цели при обработке вязких материалов для измельчения стружки применяют инструмент, снабженный стружколомами.
3. В приспособлениях работающих в автоматическом режиме должна быть исключена возможность неправильной установки заготовки.
Для этого применяют блокировочные и предохранительные устройства, а также осуществляют контроль габаритов.
4. Работа приспособлений должна быть согласована с действиями станка и транспортирующего устройства
5. В приспособлениях силовой привод должен работать в автоматическом режиме.
Для этого силовые приводы выполняют механическими, пневматическими, гидравлическими, пневмогидравлическими, электрическими, комбинированными.
Управление приводами осуществляется кулачками, упорами, конечными выключателями. Воздействие на эти элементы производится перемещающимися органами станка (столами, шпинделями и т.д.).
Для примера рассмотрим схему пневматического приспособления для сверления отверстия в цилиндрических заготовках с подачей их из магазина.

На вал реечного колеса (на рис. не показан) насажан кулачок подачи 1, кулачок 2 управляет золотником 3, регулирующим поступление воздуха в пневмоцилиндр 4 зажимного устройства. Отработавший воздух, выходя через вал 5, очищает приспособление от стружки. Обратный ход осуществляется пружиной или грузом.
Детали к месту обработки могут подаваться с помощью лотков, магазинов, бункеров.
БИЛЕТ №23
Шероховатость обработанной поверхности, ее зависимость от способа обработки и скорости резания. Деф-я и напряжения в поверхностном слое. Конструктивные элементы фрез, их влияние на качество обработки пов-ти.
Дата добавления: 2015-04-18; просмотров: 452; Мы поможем в написании вашей работы!; Нарушение авторских прав |