КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Стыковые соединения. Расчет соединений, нагруженных растягивающей (сжимающей) силой, изгибающим моментом и силой, действующей совместно с моментом.
Сварные изделия, выполненные стыковыми швами, являются наиболее рациональными и образуются при полной проварке стыка торцов соединяемых деталей с помощью дуговойили контактной электросварки. Полный и бездефектный провар стыка обеспечивает равнопрочность сварного шва и соединяемых деталей. Стыковые сварные соединения при статическомнагружении преимущественно разрушаются по шву.
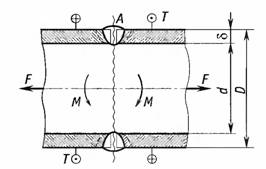
F – центральная растягивающая сила, M – изгибающий момент, T – крутящий момент.
В этом случае расчет сварных стыковых швов на статическую прочность приближенно проводят по эквивалентным напряжениям σэкв в опасном сечении

Где  - нормальные напряжения растяжения,
- нормальные напряжения растяжения,  - наибольшие нормальные напряжения изгиба (в зоне А),
- наибольшие нормальные напряжения изгиба (в зоне А), 
 - наибольшие касательные напряжения изгиба.
- наибольшие касательные напряжения изгиба.
Если  , то выражения упрощаются
, то выражения упрощаются  .
.
 табличное значение допускаемого напряжения для сварного шва.
табличное значение допускаемого напряжения для сварного шва.
57. Паяные соединения. Достоинства недостатки и области применения. Классификация припоев.
Паяные соединения — неразъемные соединения, образуемые силами молекулярного взаимодействия между соединяемыми деталями и присадочным материалом, называемым припоем. Припой-сплав (на основе олова, меди, серебра) или чистый металл, вводимый в расплавленном состоянии в зазор между соединяемые деталями. Температура плавления припоя ниже температуры плавления материалов деталей. По конструкции паяные соединения подобны сварным (рис. 16, а - в). преимущественное применение имеют соединения внахлестку. Стыковое соединение и соединение втавр применяют при малых нагрузках.

Рис.16
В отличие от сварки пайка позволяет соединят не только однородные, но и разнородные материалы: черные и цветные металлы, сплавы, керамику, стекло и др.
При пайке поверхности деталей очищают от окислов и обезжиривают с целью получения хорошей смачиваемости поверхности припоем качественного заполнения им зазоров. Нагрев припоя и деталей в зависимости от их размеров осуществляют паяльником, газовой горелкой, электронагревом, в термических печах и др. Для уменьшения вредного влияния окисления поверхности деталей при пайке применяют флюсы (на основе буры, канифоли, хлористого цинка), а также паяют в вакууме или в среде нейтральных газов (аргон). Расплавленный припой растекается по нагретым поверхностям стыка деталей и при охлаждении затвердевает, прочно соединении детали.
Размер зазора в стыке определяет прочность соединения. При малом зазоре лучше проявляется эффект капиллярного течения припоя, процесс растворения материалов деталей в расплавленном припое распространяется на всю толщину паяного шва (прочность образующегося раствора на 30…60% выше прочности припоя).
Размер зазора принимают 0,03…0,2 мм в зависимости припоя (легкоплавкий или тугоплавкий) и материала деталей.
Припой с температурой плавления до 400 °С называют легкоплавкими. Наиболее широкое применение имеют оловянные-свинцовые, оловянно-свинцовые сурьмянистые припои (ПОС90, ПОС61). Эти припои не следует применять для соединений, работающих при температуре свыше 100 °С или подверженных действию ударных нагрузок.
Припои с температурой плавления свыше 400 0С называют тугоплавкими (серебряные или на медной основе). Припой на медной основе (ВПр1, ВПр2) отличаются повешенной хрупкостью, их применяют для соединения деталей, нагруженных статической нагрузкой. Серебряные припои (ПСр40, ПСр45) применяют для ответственных соединений. Они устойчивы против коррозии и пригодны для соединения деталей, воспринимающих ударную и вибрационную нагрузки.
Достоинством паяных соединении является возможность соединения разнородных материалов, стойкость против коррозии, возможность соединения тонкостенных деталей, герметичность, малая концентрация напряжений вследствие высокой пластичности припоя. Пайка позволяет получать соединения деталей в скрытых и труднодоступных местах конструкции.
Недостатком пайки по сравнению со сваркой является сравнительно невысокая прочность, необходимость малых и равномерно распределенных зазоров между соединяемыми деталями, что требует их точной механической обработки и качественной сборки, а также предварительной обработки поверхностей перед пайкой.
Применение паяных соединений в машиностроении расширяется в связи с внедрением пластмасс, керамики и высокопрочных сталей, которые плохо свариваются. Пайкой соединяют листы, стержни, трубы и др. Ее широко применяют в автомобилестроении (радиаторы и др.) и самолетостроении (обшивка с сотовым промежуточным заполнением). Пайка является одни из основных видов соединений в радиоэлектронике и приборостроении.
Расчет на прочность паяных соединений производят на сдвиг методами сопротивления материалов. Надо учитывать, что в нахлесточном соединении площадь расчетного сечения равна площади контакта деталей. Для нахлесточныхсоединений деталей из низкоуглеродистой стали, полученных оловянно-свинцовыми припоями (ПОС40), допускаемое напряжение на сдвиг [  ]с=60Н/мм2.
]с=60Н/мм2.
58. Клеевые соединения. Достоинства недостатки и области применения. Классификация клеев.
Дата добавления: 2015-04-18; просмотров: 352; Мы поможем в написании вашей работы!; Нарушение авторских прав |