КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Требования к выполнению электросварочных работ и к оборудованию
1.Сварочные установки должны присоединяться к электрической сети только через коммутационные аппараты.
2. Для предотвращения загорания проводов электрической сети и сварочного оборудования должны правильно выбираться: сечение кабелей - по значению тока; изоляция кабелей - по рабочему напряжению; плавкие вставки предохранителей - по значениям предельно допустимого номинального тока.
3. Присоединение сварочных установок к электрической сети и отсоединение их от неё должны выполнять электротехнические работники предприятия, эксплуатирующие эту сеть.
4. При перемещении передвижных источников сварочного тока их необходимо отсоединить от электрической сети.
5. Электросварочные установки на весь период их работы должны быть заземлены медным проводом сечением не менее 6 мм2 или стальным прутком (полосой) сечением не менее 12 мм2.
Заземление электросварочной установки должно осуществляться через специальный болт, имеющийся на корпусе этой установки.
В сварочных установках кроме заземления основного электросварочного оборудования необходимо непосредственно заземлять тот зажим вторичной обмотки сварочного трансформатора, к которому присоединяется проводник, идущий к изделию (обратный провод).
Не допускается для заземления сварочного трансформатора использовать нулевой рабочий или фазный провод двужильного кабеля питания.
Заземлять электросварочные установки необходимо перед подсоединением их к электрической сети и сохранять заземление до отсоединения их от сети.
6. Для питания однофазного сварочного трансформатора необходимо применять трёхжильный гибкий шланговый кабель, третья жила которого должна присоединяться к заземляющему болту корпуса сварочного трансформатора и к заземляющей шине пункта питания, минуя коммутационный аппарат.
Для питания трехфазного трансформатора необходимо применять четырёхжильный кабель, четвертая жила которого используется для заземления.
Заземляющая шина пункта питания должна быть соединена: или с нулевым защитным проводом питающей линии - в установках с глухозаземлённой нейтралью, или с заземлителем - в установках с изолированной нейтралью.
7. Зажим (полюс) сварочного трансформатора, который присоединяется к свариваемой детали, необходимо соединить с помощью заземляющего проводника с заземляющим болтом на корпусе сварочного трансформатора в соответствии с рисунком 7.
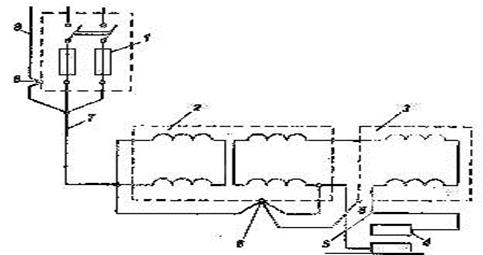
1 - пункт питания; 2 - сварочный трансформатор; 3 - регулятор; 4 - электрододержатель; 5 - шланговый одножильный провод; 6- заземляющий болт; 7 - питающий шланговый трехжильный кабель с заземляющей жилой; 8 - нулевой провод сети.
Рисунок 7. Схема подключения сварочного трансформатора
8. Соединение сварочных кабелей должно осуществляться опрессовыванием, сваркой или пайкой, а подсоединение кабеля к сварочному оборудованию - спрессованными или припаянными кабельными наконечниками.
9. Длина первичной цепи, соединяющей пункт питания с передвижной сварочной установкой, не должна превышать 10 м.
10. В качестве обратного провода, соединяющего сварочные изделия с источником сварочного тока, можно использовать стальные, алюминиевые или медные шины любого профиля, а также сварочные плиты, cтеллажи и саму сварочную конструкцию (металлоконструкции и обеспаренные и обезвоженные трубопроводы в пределах котлов и турбин, на которых проводятся сварочные работы) - при условии, что сечение вышеуказанных элементов достаточно для того, чтобы обеспечить безопасное по условиям нагрева протекание сварочного тока.
Соединять отдельные элементы, применяемые в качестве обратного провода, необходимо с помощью болтов, струбцин или зажимов.
Запрещается использовать как обратный провод внутренние железнодорожные пути, сети заземления или зануления, а также провода и шины первичной коммутации распределительных устройств, металлические конструкции зданий, коммуникаций и технологическое оборудование.
Сварка должна осуществляться с применением двух проводов.
Выбирать обратный провод необходимо с учетом того, что использование заземляющих проводников распределительных устройств в качестве обратного провода для сварочных установок может привести к ответвлению тока на металлические оболочки близлежащих контрольных кабелей, повреждению их и к ошибочной работе релейной защиты. Ошибочная работа релейной защиты может быть обусловлена также появлением разности потенциалов между заземленными точками цепей релейной защиты при работе сварочных установок.
128. 11. Расстояние от сварочных проводов до горячих трубопроводов и баллонов с кислородом должно быть не менее 0,5 м, до баллонов и трубопроводов с горючими газами - не менее 1,0 м.
129. 12. Сопротивление, изоляции обмоток сварочных трансформаторов и преобразователей тока должно измеряться после окончания всех видов ремонтов, но не реже 1 раза в 12 мес.
130. Сопротивление изоляции обмоток трансформатора относительно корпуса и между обмотками должно быть не менее 0,5 МОм.
131. Сопротивление изоляции токопроводящих частей сварочной цепи (кабелей, электрододержателей) должно быть не менее 0,5 МОм.
132. 13. На корпусе сварочного трансформатора или преобразователя должны отмечаться: инвентарный номер, дата проведения следующего измерения сопротивления изоляции и принадлежность цеху (участку и т. п.).
133. 14. Электросварщики, работающие на высоте, должны иметь специальные сумки для электродов и металлические огнеупорные ящики для сбора огарков.
134. Возле постоянных и временных мест выполнения электросварочных работ необходимо устанавливать металлические ящики для сбора огарков.
135. 15. При выполнении электросварочных работ в сырых местах сварщик должен находиться на настиле из сухих досок или на диэлектрическом коврике.
136. 16. При выполнении электросварочных работ сварщик и его подручные должны пользоваться следующими индивидуальными средствами защиты:
137. - защитной каской, изготовленной из токонепроводящих материалов. Каска должна удобно сочетаться со щитком, предназначенным для защиты лица и глаз. Щиток должен соответствовать требованиям ГОСТ 12.4.035;
138. - защитными очками с бесцветными стёклами - для предотвращения возможного попадания осколков и горячего шлака в глаза при зачистке сварных швов молотком или зубилом;
139. - рукавицами, рукавицами с крагами или перчатками из искростойких материалов, имеющих низкую электропроводность.
140. Работники, выполняющие электросварочные работы или присутствующие при их выполнении, должны быть проинструктированы о вредном влиянии на зрение и кожу ультрафиолетового и инфракрасного излучения, выделяющегося при электросварке.
141. При появлении у кого-либо из работников боли в глазах он должен немедленно обратиться к врачу.
142. 17. При выполнении сварочных работ в условиях повышенной опасности поражения электрическим током (сварка в резервуарах и т. п.) электросварщики, кроме спецодежды, должны обеспечиваться также диэлектрическими перчатками, галошами или ковриком, а также наколенниками и наплечниками, предназначенными защищать их от прикосновения к холодному металлу.
краткая характеристика оборудования (кабеля, комутационная аппаратура, рубильники)
Временные токоприемники относятся к системе нормальной эксплуатации, не влияющей на безопасность, класса 4 по НП 306.2.141-2008 «Общие положения безопасности атомных станций», ГКЯРУ, 2007г.
Питающий кабель должен быть четырехжильным, если потребитель трех фазный, с резиновой изоляцией (типа ШРПЛ, ШРПС), двух - или трех жильный, если потребитель однофазный. Сечение жил кабеля выбирается в зависимости от мощности потребителя. Многожильный гибкий кабель должен иметь наконечники.
Внимание:если на питающем кабеле имеется разъёмное соединение, то розетка должна быть подключена к источнику напряжения, а вилка подключена к потребителю. Корпус вилки и розетки не должны иметь трещин, повреждений. Вилки электроинструмента до 42 В должны иметь конструкцию, исключающую сочленение их с розетками выше 42 В. Для исключений стираний и перегибов, в месте ввода в вилку и розетку кабель должен быть защищен эластичной трубкой из изоляционного материала. Длина кабеля от источника питания (рубильника, АП-50) до розетки не должна превышать 2 м. Кабель, розетка и вилка должны быть надёжно закреплены на существующих конструкциях, кроме этого розетка должна быть закреплена на специальной подставке через изолирующую прокладку.
Кабель от места подключения до пусковой аппаратуры потребителя может иметь не более двух соединений с наложением нескольких слоев влагоустойчивой изоляции (3-4 слоя ЛЭТСАР с последующим наложением двух слоев ленты ПХВ). Если временным токоприемником является «Гном» и соединение кабеля находится в воде вместе с насосом, то наложение изоляции должно быть выполнено специалистом кабельного хозяйства.
Автоматический выключатель предназначен для пуска, останова, защиты электродвигателя и питающего кабеля от перегрузок и коротких замыканий. Тип АП-50-ЗМТ. Номинальный ток автоматического выключателя выбирается в зависимости от мощности электроприемника. Автоматический выключатель должен быть закреплен на специальной подставке через изолирующую прокладку, защищен от попадания воды, механических повреждений. Подставка, если она металлическая, должна быть заземлена.
Для всех кабельных линий должна быть обеспечена сохранность кабелей от механических повреждений, коррозии, вибрации, перегрева.
При размещении кабелей следует избегать перекрещивания их друг с другом, с трубопроводами и т.д., монтаж и эксплуатация кабельных линий должны производится в соответствии с требованиями ГКД 34.20.507-2003 «Техническая эксплуатация электрических станций и сетей».
Открыто проложенные кабели должны быть защищены от тепловых излучений различного рода источников тепла.
Расстояние между параллельно проложенными кабелями или группы кабелей и всякого рода трубопроводами должно быть не менее 0,5 м. При меньших расстояниях сближения и при пересечениях кабели должны быть защищены металлическими трубами, кожухами и т.д. на всем участке сближения плюс 0,5 м с каждой его стороны, а в необходимых случаях защищены от перегрева.
Прокладка кабелей под и над трубопроводами с маслом и горючей жидкостью запрещается, если расстояние и условия защиты кабельных линий не соответствуют требованиям ГКД 34.20.507-2003 «Техническая эксплуатация электрических станций и сетей».
Для питания передвижных механизмов должны применяться гибкие кабели с резиновой или другой аналогичной изоляцией, хорошо противостоящей многократным изгибам.
Соединения, ответвления и оконцевания медных жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки, спецзажимов: винтовых, болтовых, клиновых и т.д.
Присоединения проводов и кабелей к аппаратам, приборам и установочной арматуре должны производиться при помощи наконечников или специальных зажимов.
Сечение питающего кабеля должно быть выбрано в зависимости от мощности временного токоприемника и должно быть не менее значений, указанных в Приложении А.
Кабель должен быть заведен в ящик рубильника через проходку, по всей длине кабель должен быть подвязан, через каждые 5 м вывешены плакаты безопасности. Запрещается подвязка кабеля к горячим трубопроводам.
Длительно допустимые температуры токоведущих жил согласно гл. 1.3 ПУЭ не должны превышать 65 °С для кабелей с резиновой изоляцией и для кабелей в полихлорвиниловой оболочке.
Дата добавления: 2015-04-21; просмотров: 944; Мы поможем в написании вашей работы!; Нарушение авторских прав |