КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Штамповка-вытяжка без перемещения фланца заготовки
Основы процесса.Предварительно рассмотрим задачу в общем виде: штамповку-вытяжку выпучиванием эластичным пуансоном в жесткой матрице рельефа двоякой кривизны  и
и  (рис. 1.8). Для облегчения анализа принимаем допущения, не нарушающие точность расчета, требуемой для практических целей.
(рис. 1.8). Для облегчения анализа принимаем допущения, не нарушающие точность расчета, требуемой для практических целей.

Рис. 1.8. Схематическое изображение сил, действующих при формообразовании рельефа двойной кривизны: а – схема нагружения внешними силами; б – схема напряжений, действующих на элемент заготовки
1. Главные напряжения  и
и  , действующие в плоскости главных радиусов кривизны и , равномерны по толщине заготовки. Оболочка принята безмоментной.
, действующие в плоскости главных радиусов кривизны и , равномерны по толщине заготовки. Оболочка принята безмоментной.
2. Деформации  в плоскости малого радиуса кривизны равномерны.
в плоскости малого радиуса кривизны равномерны.
При этом считаем известными исходную величину заготовки, геометрию детали, механические свойства материала деформируемой заготовки.
Для определения потребных для формообразования давлений (  ) выделим элемент abcd стенки детали и рассмотрим его равновесие под действием внешних и внутренних сил (рис. 1.8, а, б):
) выделим элемент abcd стенки детали и рассмотрим его равновесие под действием внешних и внутренних сил (рис. 1.8, а, б):
 .
.
Принимая по малости  и
и  равными соответственно
равными соответственно  и
и  , имеем
, имеем

или
 . (1.2)
. (1.2)
Определим главные деформации в трех главных направлениях: в тангенциальном , в меридиональном  и радиальном
и радиальном  . Среднее значение тангенциальной деформации может быть подсчитана по формуле (рис.1.9, а)
. Среднее значение тангенциальной деформации может быть подсчитана по формуле (рис.1.9, а)
 ,
,
откуда при 
 . (1.3)
. (1.3)
Деформация в меридиональном направлении может быть определена из условия связи интенсивности напряжений и деформаций оболочки, находящейся в безмоментном состоянии:
 и
и 
или
 .
.
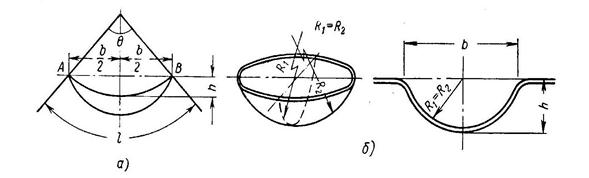
Рис. 1.9. Схема для определения осредненной тангенциальной деформации (а) и параметры сферообразной впадины (б)
Деформация в радиальном направлении может быть выражена равенством
 .
.
В качестве дополнительного условия рассмотрим равновесие выпучиваемой части детали, рассеченной по оси симметрии (рис.1.7, б):

 (1.4)
(1.4)
где  - проекция выпуклой части оболочки на вертикальную плоскость;
- проекция выпуклой части оболочки на вертикальную плоскость;
L – периметр сечения штампуемой свободной части детали.
Для определения неизвестных , ,  и
и  используем систему из пяти уравнений.
используем систему из пяти уравнений.
 (1.5)
(1.5)
На основании уравнений (1.5) и (1.3) определим следующую величину:
 (1.6)
(1.6)
т.е.
 (1.7)
(1.7)
где
 . (1.8)
. (1.8)
При совместном решении уравнений (1.2) и (1.3) имеем
 (1.9)
(1.9)
Уравнение неизменности объема принимает вид

откуда
 (1.10)
(1.10)
Тогда уравнение (1.9) имеет вид
 (1.11)
(1.11)
При решении уравнения (1.11) относительно q получим
 (1.12)
(1.12)
Интенсивность деформации для условий двухосного деформирования может быть найдена из выражения
 (1.13)
(1.13)
Тогда окончательное выражение для определения давления со стороны пуансона записывается так:
 (1.14)
(1.14)
или
 (1.15)
(1.15)
где

Формулу (1.14) удобно представить в виде
 , (1.16)
, (1.16)
где N – параметр потребного давления для выпучивания.
Дата добавления: 2015-04-15; просмотров: 296; Мы поможем в написании вашей работы!; Нарушение авторских прав |