КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Технологии, основанные на физических процессах
Методы физического осаждения из паровой фазы
Данная группа методов часто обозначается английской абревеатурой PVD (Physical Vapour Deposition). Эта группа методов объединена общей схемой нанесения покрытия и использованием вакуума. (рис. 4.17). Сначала материал для покрытия переводится из конденсированного состояния в состояние пара, затем проводится его транспортировка к подложке (материалу на который наносится покрытие), где происходит осаждение материала покрытия из паровой фазы и формирование покрытия.

Использование вакуума облегчает перевод материала в паровую фазу.
Рис.4.17. Типичная схема установки для нанесения покрытия PVD-методом: 1- материал для покрытия, 2- система перевода материала в паровую фазу, 3- поток испарившегося вещества, 4- подложка, 5- формирующееся покрытие, 6- система транспортировки материала покрытия в паровой фазе к подложке, 7- система фокусировки (и/или сканирования) потока вещества, осаждающегося на подложку, 8- система закрепления подложки и ее контролируемого перемещения, 9- система регулирования температуры нагрева подложки, 10- система управления и контроля технологическими параметрами (температура подложки, скорость перевода материала в паровую фазу, давление в камере, скорость осаждения покрытия, толщина покрытия и др.), 11- вакуумная камера, 12- система создания и поддержания высокого вакуума (система вакуумных задвижек, форвакуумных и высоковакуумных насосов, азотная ловушка и др.), 13- шлюзовая камера и система подачи и смены подложек, 14- смотровые контрольные окна, 15- система охлаждения.
Термическое испарение.
Процесс термического испарения осуществляют в вакууме при давлении порядка 10-3-10-5 Па (10-5-10-7 мм.рт.ст.). При таком давлении длина свободного пробега атомов или молекул составляет порядка нескольких метров. Полученная в результате нагрева паровая фаза напыляемого вещества свободно осаждается на подложку, имеющую
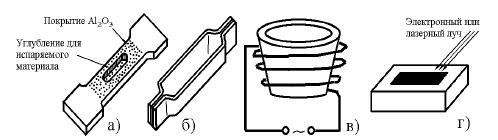
Рис. 4.18. Некоторые варианты метода термического испарения: а)
испаритель из металлического листа с защитным покрытием, б)
металлический испаритель в виде лодочки, в) керамический тигель с
внешним нагревательным элементом, г) испарение лазерным или
электронным лучом.
температуру намного ниже, чем температура паровой фазы. В зависимости от источника нагрева получили распространение следующие варианты метода: электротермический нагрев (прямое пропускание электрического тока или нагрев в тигле), нагрев в индукторе, испарение за счет электродугового разряда, нагрев электронным или лазерным лучом (рис. 4.18). Большинство из этих методов рассчитано на испарение металлических материалов. Нагрев в тигле и использование лазерного излучения позволяют испарять широкую гамму материалов. При этом первый метод может использоваться для испарения материалов с относительно невысокой температурой испарения, которая определяется температурной и химической стойкостью материала тигля. Так тигли из графита обеспечивают температуру процесса до 1400°С, из Al2O3 – до 1600°C, из BN+TiB2 – до 1750°C, из фольги Мо иТа с защитным покрытием – до 1850°С, из ThO2 и ZrO2 - до 2100 оС [100].
Важным условием выбора материала для тигля является отсутствие химического взаимодействия между ним и испаряемым веществом при высоких температурах. Для обеспечения лучших условий испарения и преодоления ряда других недостатков испарения из тиглей используется электронно-лучевое испарение. В этом случае электропроводящий испаряемый материал помещают в водоохлаждаемый тигель и нагревается электронным лучом при ускоряющем напряжении луча 2-10 кВ и тока порядка 0,1 А. Пятно фокусировки электронного луча на поверхности испаряемого материала может составлять до 1 мм, поэтому зона расплавления будет меньше всего объема материала и, следовательно, не будет контактировать с тиглем. Недостатком электронно-лучевого испарения, как и испарения из тиглей, является сложность испарения материала, состоящего из компонент с разными упругостями паров при одной и той же температуре, что вызывает проблематичность получения покрытия с заданным химическим составом.
Использование лазерного излучения (импульсного или непрерывного) позволяет избежать большинства температурных и химических ограничений и устраняет потребность в тиглях. Практически мгновенное испарение вещества позволяет сохранить соотношение химических компонентов в осаждаемой пленке таким же как и испаряемого материала. До недавнего времени применение лазерного излучения в этих целях сдерживалось высокой стоимостью мощных импульсных и непрерывных лазеров и сложностью юстировки оптических систем для транспортировки, фокусировки и наведения лазерных лучей.
Использование вакуума приводит к тому, что в ряде случаев температура, при которой достигается интенсивная скорость испарения, обеспечивающая желаемую производительность процесса, получается ниже температуры плавления испаряемого вещества. Для оценки рабочих температур нагрева обычно используют температуру, обеспечивающую значение установившегося давления паров испаряемого материала не ниже 1 Па (10-2 мм.рт.ст.). Для большинства материалов рабочие температуры испарения находятся в пределах 1100…2600°С. Скорость осаждения покрытий может составлять от нескольких ангстрем до нескольких микрон в секунду (например, для W – до 5 мкм/с, для Al – до 40 мкм/с). Для улучшения адгезии или для создания определенной структуры осаждающегося покрытия в ряде случаев применяется подогрев подложки. Для создания покрытия из сплавов и соединений, как правило, проводят испарение каждой компоненты из отдельного источника. Это связано с тем, что при испарении сложного вещества его компоненты могут иметь сильно различающиеся значения давления паров. В этом случае состав паровой фазы, а следовательно, и состав покрытия будет отличаться от состава испаряемого вещества. Кроме того, испарение соединений часто сопровождается процессами диссоциации и/или ассоциации, что также препятствует получению заданного состава покрытия. Непосредственное испарение соединения используется только в случае одинаковой летучести компонентов и перехода вещества в паровую фазу в виде неразложенных молекул.
К достоинствам метода термического испарения относится относительная простота оборудования и контроля процесса, а к недостаткам – низкая адгезия покрытия вследствие малой энергии осаждающихся на подложку атомов или молекул и высокая чувствительность к наличию на поверхности подложки посторонних пленок и загрязнений. Влияние этих недостатков можно несколько снизить за счет использования специальных методов подготовки поверхности (ультразвуковая очистка поверхности, химическая или электро-химическая очистка и/или травление, ионное травление).
Метод термического испарения достаточно широко используется при производстве жестких магнитных дисков для компьютеров. Подложкой служит алюминиевый диск с высотой микронеровностей на поверхности.
Метод термического испарения достаточно широко используется при производстве жестких магнитных дисков для компьютеров. Подложкой служит алюминиевый диск с высотой микронеровностей на поверхности менее 20 нм с нанесенным аморфным никель-фосфорным подслоем толщиной порядка 20 мкм (для улучшения адгезиии и компенсации различий коэффициентов термического расширения подложки и покрытия). Сначала напыляется промежуточный металлический слой, например Ni-Fe, толщиной 00-1000 нм, а уже затем основной слой из магнитного материала , например сплава на основе Co или Co-Cr, толщиной 100-500 нм. Поверх всего покрытия наносится износостойкий защитный углеродный слой толщиной 30-50 нм. Также термическое напыление используют и при производстве CD-дисков. На диск из пластмассы наносят алюминиевое основное покрытий с толщиной нанометрового диапазона. В обоих случаях для обеспечения высокой чистоты материалов давление в вакуумной камере составляет менее 10-5 Па.
Такие материалы для электронно-оптической техники и для создания регулярных наноструктур, в том числе двумерных фотонных кристаллов, как фуллереновые и композитные фуллереноосновные пленки также получают рассматриваемым методом. Например, пленки С60-CdTe толщиной 200 - 600 нм на подложках GaAs выращивают путём испарения микста заданного состава в вакууме при давлении 10-4 Па и температуре подогрева подложки около 160°С.
В самые последние годы активно ведутся прикладные исследования по получению тонких покрытий и слоистых композитов на их основе с использованием для испарения материалов излучения импульсного лазера с очень коротким временем импульса (вплоть до фемтосекундного диапазона).
Такой метод в литературе часто обозначают как PLD (pulsed laser deposition). Например, так получают пленки Y2O3-ZrO2 на кремнии для электроники, слоистые композиты, состоящие из покрытия Sm–Fe толщиной 20 нм, подслоя Та толщиной 100 нм и кремниевой подложки, магнитные пленки Ni со средним размером кристаллитов 40 нм.
Ионно-лучевые методы
Данная группа методов получила развитие относительно недавно основана на использовании концентрированных поток ионов. Ионно-лучевая технология с полным правом относится к так называемым «высоким технологиям» и является результатом междисциплинарного подхода к достижениям различных отраслей науки и техники.
 Ионно-лучевое распыление фактически представляет собой значительно усовершенствованный вариант методов катодного и магнетронного распыления. Главное отличие метода в том, что ионы инертного газа подаются к распыляемому материалу (мишени) из отдельно расположенного независимого ионного источника в виде концентрированного потока с энергией 1-10 кэВ (рис. 4.23). Процесс ведут в вакууме 10-3…10-2 Па. Поскольку образование ионного луча не связано с распыляемым материалом, то возможно реализация распыления как металлических, так и диэлектрических материалов (при использовании устройства, компенсирующего накопление положительного потенциала на поверхности мишени). Распыляемый ионами материал мишени может также ионизироваться и дополнительно ускоряться при приложении к подложке дополнительного потенциала смещения. Концентрация плазмы разряда внутри источника ионов позволяет избежать сильного разогрева материала подложки. Недостатком методом ионно-лучевого распыления является сложность точного соблюдения химического состава осаждаемого покрытия. Это связано с тем, что при столкновении ионов с поверхностью мишени, в ней протекает целый комплекс сложны х
Ионно-лучевое распыление фактически представляет собой значительно усовершенствованный вариант методов катодного и магнетронного распыления. Главное отличие метода в том, что ионы инертного газа подаются к распыляемому материалу (мишени) из отдельно расположенного независимого ионного источника в виде концентрированного потока с энергией 1-10 кэВ (рис. 4.23). Процесс ведут в вакууме 10-3…10-2 Па. Поскольку образование ионного луча не связано с распыляемым материалом, то возможно реализация распыления как металлических, так и диэлектрических материалов (при использовании устройства, компенсирующего накопление положительного потенциала на поверхности мишени). Распыляемый ионами материал мишени может также ионизироваться и дополнительно ускоряться при приложении к подложке дополнительного потенциала смещения. Концентрация плазмы разряда внутри источника ионов позволяет избежать сильного разогрева материала подложки. Недостатком методом ионно-лучевого распыления является сложность точного соблюдения химического состава осаждаемого покрытия. Это связано с тем, что при столкновении ионов с поверхностью мишени, в ней протекает целый комплекс сложны х
| Рис. 4.23. Схема ионно-лучевого распыления: 1- вакуумная камера, 2- держатель подложки, 3- подложка, 4- концентрированный поток ионов, 5-распыляемый материал, 6- держатель мишени, 7- ионно-лучевой источник, 8- магнитная система концентрации плазмы тлеющего разряда, 9- устройство фокусировки ионного луча, 10- зона концентрации плазмы тлеющего разряда, 11- поток частиц осаждающегося на подложку материала. | процессов (в т.ч. преимущественное распыление, перемешивание, радиационно-стимулированные диффузия и сегрегация, адсорбция Гиббса), которые могут изменять химический состав |
верхнего слоя мишени и напыляемого материала. Метод ионно-лучевого распыления нашел применение, в частности, для получения многослойных слоистых структур для наноэлектроники с толщиной слоев 1-10 нм.
 Ионное плакирование (осаждение)
Ионное плакирование (осаждение)
Этот метод представляет собой дальнейшее развитие метода термического напыления. Часть паровой фазы материала, получаемая с помощью термического испарения, ионизируются и переходят в состояние плазмы за счет возбуждения между испарителем и подложкой (покрываемым
| Рис. 4.24. Схема метода ионного плакирования 1- вакуумная камера, 2- держатель подложки - катод, 3- подложка, 4- зона плазмы тлеющего разряда, 5- испаряемый материал, 6- испаритель - анод, 7- лазер и устройства фокусировки и управления лазерным лучом, 8- лазерное излучение, 9-прозрачное для лазерного излучения окно. | изделием) тлеющего разряда (рис. 4.24). Заряженные частицы под действием электромагнитного поля ускоряются и с достаточно высокой энергией (обычно 0,5-1,2 кэВ) подлетают к подложке. В результате между частицами материала и подложкой создается более прочное |
соединение, а формирующееся покрытие обладает хорошей адгезией и высокой плотностью.
Процесс ведут при остаточном давлении 0,1-1 Па, что обеспечивает сохранение скорости подлета к подложке ионизируемых частиц при возможном их переходе в неионизируемое состояние. К достоинствам метода относятся также сравнительно низкая температура нагрева подложки и простота реализации. Однако эффект рассеяния и одновременное осаждение ионизированных и неионизированных частиц не всегда позволяют обеспечить хорошую равномерность и однородность покрытий.
Подложка должна быть электропроводной. Для испарения материала может применяться любой метод термического испарения, однако наиболее перспективным обычно считается использование лазерного излучения. В последнем случае достаточно легко можно реализовать получение покрытий состоящих из нескольких нанослоев различных материалов.
Ионная имплантация
Метод основан на внедрении ионов высоких энергий в поверхность материала. Процесс проводят в вакууме порядка 10-4…10-3 Па с помощью ионно-лучевых ускорителей (имплантеров). Эти установки (рис. 4.25) включают один или несколько ионных источников, в которых происходит перевод материала в ионизированное состояние плазмы. Имплантируемые ионы могут создаваться электродуговым методом,

Рис. 4.25. Схема метода ионной имплантации: 1- источники ионов, 2- поток ионов, 3- систему анализа и сепарации ионов, 4- система фокусировки, 5-ускоритель ионов, 6- система стабилизации и сканирования ионного луча, 7-ионный луч, 8- вакуумная камера, 9- модифицируемый материал, 10-держатель модифицируемого материала (образцов).
методами термического испарения (в том числе лазерного испарения), совмещенными с тлеющим разрядом и т.п. Образовавшиеся ионы поступают в систему анализа и сепарации, где от основного пучка отделяются ионы нежелательных примесей. После сепарации пучок ионов с помощью фокусирующих линз концентрируется в луч, который попадает в ускоритель, где ионы разгоняются до высоких энергий в электрическом поле. Для дальнейшей стабилизации ионного луча и осуществления его сканирования служит система электрических линз и отклоняющих пластин.
Попадая на модифицируемый материал ионы внедряются в него на глубину 5-500 нм в зависимости от их энергии. Условно выделяют низкоэнергетическую ионную имплантацию с энергией ионов 2-10 кэВ и высокоэнергетическую имплантацию с энергией ионов 10-400 кэВ. В зависимости от конструкции имплантера диаметр пятна ионного луча на поверхности обрабатываемого материала может составлять от 10 до 200 мм, а значение среднего ионного тока 1-20 мА. Величина дозы ионного облучения обычно составляет 1014-1018 см-2.
При взаимодействии бомбардирующих ионов с поверхностными слоями модифицируемого материала протекает целый комплекс сложных процессов. Кроме собственно имплантации (проникновения) ионов в поверхность материала протекают, в частности такие процессы, как: распыление поверхности, развитие каскадов столкновений, каскадное (баллистическое) перемешивание атомов материала в поверхностном слое, радиационно-стимулированная диффузия, образование метастабильных фаз, радиационно-стимулированная сегрегация (перераспределение атомов материала в поверхностном слое), преимущественное распыление, адсорбция Гиббса (изменение состава поверхности за счет уменьшения свободной энергии), разогрев и др. Соотношение между этими процессами зависит от типа имплантируемых ионов, модифицируемого материала и технологического режима обработки.
Основными достоинствами ионной имплантации как метода создания модифицированных поверхностных нанослоев являются: возможность получать практически любые сочетания материалов в поверхностном нанослое, независимость от пределов растворимости компонентов в твердой фазе (т.е. можно получать такие сплавы, которые невозможны в обычных условиях из-за термодинамических ограничений), низкие температуры модифицируемого материала и отсутствие заметных изменений размеров, структуры и свойств основного материала, нет явной границы раздела, отсутствие проблемы адгезии, контролируемость глубины обработки, хорошая воспроизводимость и стабильность процесса, высокая чистота процесса в вакууме, возможность за счет высокоточного сканирования ионного луча по обрабатываемой поверхности создавать сложные поверхностные наноструктуры, возможность одновременной или последовательной имплантации ионов различных материалов.
К недостаткам метода относятся: возможность обработки поверхностей материалов только в зоне прямого действия ионного луча, малая лубина проникновения ионов в материал (особенно при низких энергиях), протекание процессов распыления поверхности, высокая стоимость и сложность оборудования и обработки, сложность, недостаточная изученность и трудность контролирования всего комплекса протекающих при ионной имплантации процессов.
Лазерная группа методов
Наноструктурное состояние при данных методах достигается в тонких поверхностных слоях металлических материалов или изделий, полученных по традиционным технологиям, путем взаимодействия вещества с лазерным излучением высокой плотности. Используется импульсное лазерное излучение с плотностью энергии 103…1010 Вт/см2 и временем импульса 10-2…10-9 с. В ряде случаев применяется и непрерывное излучение СО2-лазеров с плотностью энергии 105…107 Вт/см2 со скоростями сканирования луча, обеспечивающими время взаимодействия материала с излучением 10-3…10-8 с. Под действием лазерного облучения поверхностный слой материала толщиной 0,1…100 мкм очень быстро расплавляется и затем затвердевает со скоростями охлаждения 104…108 К/с. При этом сновная масса металлического материала вследствие кратковременности термического воздействия не нагревается и обеспечивает высокие скорости теплоотвода. Высокие скорости охлаждения позволяют достигать получения нанокристаллической или даже аморфной структуры. В последнем лучае нанокристаллическое состояние получают с помощью проведения дополнительной контролируемой кристаллизации при термообработке.
Лазерное легирование или лазерная имплантация связана с дополнительным введением в оплавляемый поверхностный сло легирующих веществ. Такое введение может проводиться как за счет предварительного нанесения тонкой пленки легирующего вещества на поверхность обрабатываемого материала, так и за счет инжекции частиц порошка (в том числе наночастиц) в струе газа в зону воздействия лазерного излучения. При этом легирование может преследовать две основные цели:
1. создание на поверхности модифицированного слоя с химическим составом и, следовательно, свойствами, отличающимся от основного металла;
2. облегчение формирования наноструктурного или аморфного состояния при затвердевании оплавленного поверхностного слоя.
СОДЕРЖАНИЕ
1. Электротехнология…………………………………………………………….3
1.1. Классификация электротехнологических процессов…………………..3
1.2. Структура электротехнологических процессов………………………...5
1.3. Классификация электротехнических установок………………………..7
2. Электротермия………………………………………………………………..13
2.1. Физико-технические основы электротермии………………………….13
2.1.1. Виды теплопередачи……………………………………………….14
2.1.2. Материалы для электротермических установок………………....17
2.1.3. Принципы измерения и регулирования температуры,
приборы температурного контроля...……………………………18
2.1.4. Электротермические установки…………………………………...28
2.2. Электрические печи сопротивления….………..……………………….30
2.2.1. Физическая сущность нагрева сопротивлением…………..……30
2.2.2. Нагревательные элементы……………………………………..…33
2.2.3. Основные типы печей сопротивления косвенного
нагрева периодического действия…………………………………..37
2.2.4. Типы и конструкции печей непрерывного действия……………45
2.2.5. Тепловой расчёт печи сопротивления…………………………..59
2.2.6. Особенности теплового расчёта печей непрерывного действия………………………………………………………………62
2.2.7. Электрический расчёт печи сопротивления…………………….63
2.2.8. Электрооборудование печей сопротивления…...……………...64
2.2.9. Автоматическое регулирование температурного режима….…65
2.3. Индукционный нагрев…………………………………………………...66
2.3.1. Физико-технологические основы индукционного нагрева……...66
2.3.2. Область применения установок индукционного нагрева,
их разновидности…………………………………………………….71
2.3.3. Классификация индукционных установок ………………………72
2.3.4. Индукционные канальные электропечи…………………………..74
2.3.5. Индукционные тигельные электропечи…………………………..80
2.3.6. Индукционные установки для сквозного нагрева металла……...84
2.3.7. Индукционный нагрев под термообработку……………………...85
2.4. Установки для нагрева полупроводников и диэлектриков……………89
2.4.1. Физические основы диэлектрического нагрева………………….89
2.4.2. Установки диэлектрического нагрева…………………………….92
2.5. Дуговые электрические печи…………………………………………...97
2.5.1. Основы теории и свойства дугового разряда…………………….97
2.5.2. Характеристика приэлектродных областей и
протекающих в них процессов …………………………………....103
2.5.3. Электродуговые печи, их классификация……………………….107
2.5.4. Дуговая печь косвенного действия…………………………...….108
2.5.5. Дуговая сталеплавильная печь…………………………………...109
2.5.6. Вакуумные дуговые печи………………………………………...123
2.5.7. Печи электрошлакового переплава…………………………...…131
2.5.8. Руднотермические печи………………………………………….134
2.5.9. Установки плазменного нагрева…………………………………139
2.5.10. Электронно-лучевые установки………………………………...142
3. Электрическая сварка………………………………………………………146
3.1. Контактная электрическая сварка…………………………………..150
3.1.1. Физические основы и разновидности………………………….150
3.1.2. Сварочное оборудование………………………………………..155
3.2. Дуговая сварка…………………………………………………………166
3.2.1. Физические основы и разновидности………………………....166
3.2.2. Источники питания электрической дуги…………………...…169
3.3. Металлизация…………………………………………………………..172
3.4. Пайка и заливка металлов……………………………………………..174
3.5. Резка металлов…………………………………………………………177
4. Электрохимические методы обработки ……………………….
4.1. Электролиз………………………
4.1.1. Физико-химические процессы электролиза……………..
4.1.2. Электролиз водных растворов…………..
4.1.3. Электролиз расплавленных солей………….
4.1.4. Электрооборудование и схемы включения
электродов. Источники питания………………………….
4.2. Электрохимические методы обработки материалов………..
1.
2.
3.
4.
4.1.
4.2.
4.2.1. Гальванотехника………
4.2.2. Анодная электрохимическая обработка……
4.2.3. Источники питания установок ЭХО……
5. Электрофизические методы обработки материалов………………
5.1. Лазерная обработка…………………
5.1.1. Спонтанное и вынужденное излучение, поглощение ………
5.1.2. Принцип работы лазера…………………..
5.1.3. Свойства лазерных пучков……….……
5.1.4. Типы лазеров…………..
5.1.5. Лазерные установки…………..
5.2. Электроэрозионная обработка………..
1.
2.
3.
4.
5.
5.1.
5.2.
5.2.1. Физические основы процесса ………
5.2.2. Разновидности электроэрозионной обработки.…………………..
5.2.3. Электрооборудование. Генераторы импульсов……….…
5.3. Магнитоимпульсная обработка материалов………….
5.3.1. Физико-технические основы процесса ………
5.3.2. Элементы оборудования установок.…………………..
5.3.3. Характеристика операции магнитоимпульсной обработки……….…
5.4. Электрогидравлическая обработка металлов…………
5.4.1. Физические основы электрогидравлического эффекта….………
5.4.2. Разновидности электровзрывного формообразования….
5.4.3. Генератор импульсных токов….…………………..
5.5. Ультразвуковая обработка………..
5.5.1. Свойства ультразвуковых колебаний…..….………
5.5.2. Элементы оборудования ультразвуковых установок…..
5.5.3. Источники питания…
5.6. Электростатика, электрофорез, электроосмос………..
5.6.1. Заряд частицы в электрическом поле…..….………
5.7. Магнитная гидродинамика….
5.7.1. Классификация явлений…..….………
5.7.2. Классификация МГД устройств
6. Нанотехнология
6.1. Основные методы получения наноматериалов
6.1.1. Методы физического осаждения из паровой фазы…..….………
6.1.2. Распыление расплава……
6.2. Методы с использованием технологий обработки поверхности
6.2.1. Технологии, основанные на физических процессах ……
Дата добавления: 2014-11-13; просмотров: 352; Мы поможем в написании вашей работы!; Нарушение авторских прав |