КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ
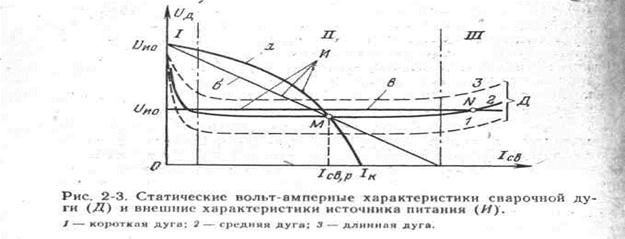
Характеристики сварочной дуги.Статические вольтамперные характерис-тики сварочной дуги, т. е. зависимости в установившемся процессе сварки напря-жения дуги (Uд от сварочного тока IСв (тока дуги), показаны на рис. 2-3 для трех различных значений длины дуги. В области I, т. е. при малых токах (например до 100А для ручной сварки открытой дугой), характеристика дуги падающая. При средних значениях тока (например от 100 до 1000 А для ручной сварки открытой дугой иавтоматической сварки под флюсом тонкой проволокой) напряжение дуги практически не зависит от тока (область II). В этом случае
 |
 При больших токах (свыше 1000 А для автоматической сварки под флюсом толстой проволокой), т.е. в области, III, дуга имеет возрастающую характеристику Для сварки в среде защитных газов эта область характеристики начинается при зна -чительно меньших токах.
При больших токах (свыше 1000 А для автоматической сварки под флюсом толстой проволокой), т.е. в области, III, дуга имеет возрастающую характеристику Для сварки в среде защитных газов эта область характеристики начинается при зна -чительно меньших токах.
Сварочная дуга переменного тока менее устойчива,чем дуга постоянного тока. В каждый полупериод переменного тока дуга угасает и вновь зажигается (вос -
станавливается). Перерывы в горении дуги будут тем меньше, чем выше напряже-ние холостого хода источника (при прочих равных условиях). Для сварки открытой дугой напряжение зажигания U3 связано с напряжением дуги Uд зависимостью:
 |
Для ручной дуговой сварки, ряда режимов автоматической сварки под флю-сом и некоторых видов сварки в среде защитных газов внешняя характеристика источника должна быть крутопадающей. Чем круче характеристика а в рабочей части (точка М на рис. 2-3), тем меньше колебания тока при изменении длины дуги. При таких характеристиках напряжение холостого хода источника Uио которое по усло-виям техники безопасности не должно превышать 90 В, всегда больше напряжения дуги Uд, что облегчает первоначальное и повторное зажигания дуги, особенно при сварке на переменном токе. Кроме того, ограничивается ток к.з. Iк, который по отношению к рабочему току Iсв,р должен находиться в пределах IК/IСв, р = 1,25 - 2,0.
При автоматической сварке под флюсом тонкой проволокой в большинстве случаев используется пологопадающая характеристика источника б. При сварке в среде защитных газов на постоянном токе для режимов, когда статическая характе-ристика 2 дуги возрастающая (точка N), целесообразно применение источника с жёсткой характеристикой - в.
Источники сварочного тока должны обеспечивать возможность настройки различных режимов сварки, т. е. установления наивыгоднейшего значения рабочего тока Icв,р при заданном напряжении дуги Uд. Поэтому источники тока выполняются регулируемыми, позволяя в определенном диапазоне изменений тока и напряжения получить семейство внешних характеристик с плавным или ступенчатым переходом с одной характеристики на другую.
Источники тока в установках ручной дуговой сварки предназначаются для ра-боты с одним сварочные постом (однопостовые) или для работы с несколькими постами (многопостовые). Источники для многопостовой сварки должны иметь жесткие внешние характеристики. Каждый пост подключается при этом через свой балластный реостат.
|
Источник питания должен быть рассчитан на определенную номинальную наг-рузку IСв,ном, при которой он может работать, не перегреваясь выше допустимых норм. Режим работы источника для ручной сварки характеризуется продолжи-тельностью работы ПР — отношением времени сварки Icв к времени цикла tц=tсв + tп, где tп – время пауз. Обычно ПР выражают в процентах: ПР = (tсв\ tц) х 100.
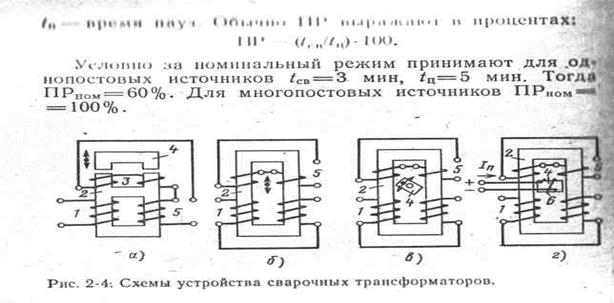
Номинальный режим работы источников для автоматической и полуавтомати-ческой сварки устанавливают при продолжительности включения ПВНом = 60 или 100%, которая определяется так же, как и ПР, но при ПВ = 100% считается, что в периоды пауз источник отключается от сети питания, и время цикла равно 10 мин.
Сварочные трансформаторы. Основными источниками питания для сварки на переменном токе служат однофазные сварочные трансформаторы с первичным напряжением 220 или 380 В. Однопостовые трансформаторы с падающими характеристи-ками подразделяются на две группы: трансформаторы с нормальном магнитным рас- сеянием и дополнительной реактивной катушкой - дросселем; трансформаторы с по-вышенным магнитным рассеянием. Трансформаторы второй группы можно разделить на три основных типа: трансформаторы с подвижными катушками, трансформаторы с маг-нитным шунтом, трансформаторы с витковым (ступенчатым) регулированием. Схемы устройства современных однопостовых сварочных трансформаторов показаны на рис. 2-4. В трансформаторах с нормальным магнитным рассеянием и дополнительной реактивной катушкой (рис. 2-4,а)
 |
это даёт два диапазона изменения сварочного тока. Например, трансформатор ТД - 504 на номинальный ток 500 A (при ПРном = 60%) в диапазоне I позволяет при U20 = 60 В регулировать сварочный ток от 240 до 750 А, в диапазоне II при U2о = 70 В — от 75 до 240 А. Номинальное вторичное напряжение U2ном = 30 В.
Трансформаторы типов ТС и ТСК (последние отличаются от трансформаторов типа ТС наличием конденсаторов, включенных параллельно первичным обмоткам для по-вышения cos ф), а также типа ТД предназначены для ручной дуговой сварки.
В трансформаторах с магнитным шунтом (рис. 2-4, в) - изменение индуктивного сопротивления рассеяния производится при помощи магнитного шунта 4, расположенного в окне магнитопровода 2 между разнесёнными катушками первичной 1 и вто-ричной 5 обмоток. При уменьшении зазора между сердечником и шунтом сварочный ток уменьшается. На этом принципе устроены трансформаторы типа СТШ на токи 250, 300 и 500 А. Некоторые из этих трансформаторов имеют переключатель соединения катушек обмоток 1 и 5 с параллельного на последовательное, а также устройство, обеспечивающее отключение трансформатора от сети через 0,5 — 1 с после прек-ращения процесса сварки. Трансформаторы типа СТШ предназначены для ручной ду-говой сварки и автоматической сварки под флюсом.
Трансформаторы с магнитным шунтом, подмагничиваемым постоянным током (см. рис. 2-4, г), имеют в окне магнитопровода 2 между катушками 1 и 5 шунт 4,
на котором размещена обмотка подмагничивания 6. Изменяя ток 1п в. этой обмотке, можно регулировать индуктивное сопротивление рассеяния основных обмоток. При /п=0 это сопротивление минимально и сварочный ток наибольший. Увеличение Iп приводит к уменьшению сварочного тока. Подобную конструкцию имеют трансформаторы новых типов ТДФ-1001 иТДФЛ-601 (соответственно на 1000 и 1600 А при ПВНОм== 100%) для автоматической сварки под флюсом. Трансформаторы позволяют осуществить ступенчато-плавноерегулирование сварочного тока. Ступенчатое регулирование достигается переключением катушек 5 вторичной обмотки, плавное - изменением тока Iп, для чегообмотка 6 питается от однофазного тиристорного выпрямителя.
 |
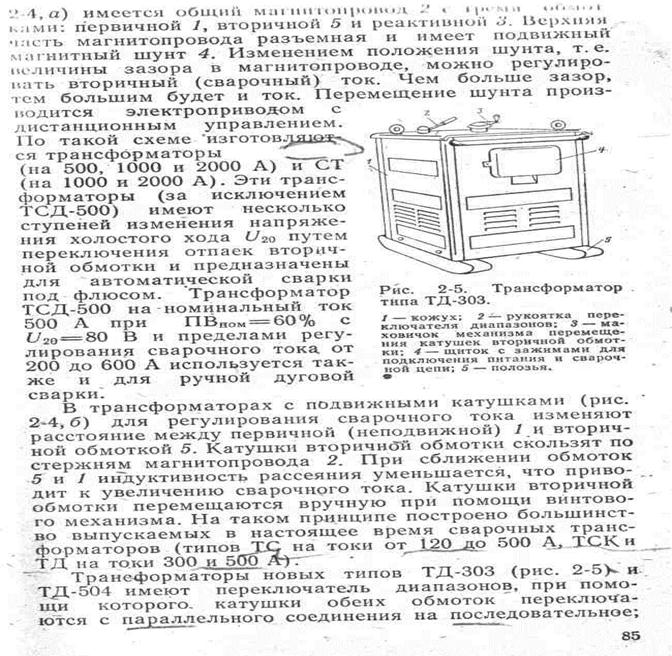
кожух, установленный на двух иди четырех катках или на двух полозьях (рис. 2-5).
Осциллятор, предназначен для питания сварочной дуги токами высокой частоты и высокого напряжения параллельно со сварочным трансформатором, что облегчает зажигание дуги и повышает ее устойчивость. Мощность осциллятора составляет всего 100-250 Вт. Частота тока 150-260 кГц и напряжение 2-3 кВ дают возможность зажигать дугу даже без соприкосновение электрода с деталью. В то же время ток такой частоты и напряжения безопасен для человека. Схема осциллятора (рис. 2-6) содержит: низкочастотный повышающий трансформатор Тр1; высокочастотный трансформатор Тр2 с обмотками, имеющими катушки индуктивности L1 и L2; разрядник Рк; конденсаторы С1 и С2. Напряжение вторичной обмотки Тр1, изменяюсь по си-нусоиде, заряжает конденсатор С1 и при некотором своём значении вызывает пробой разрядника Рк. В результате колебательный контур L1, С1 оказывается практически закороченным, и в нем возникают затухающие колебания высокой частоты. Через об-мотку L2 и защитный конденсатор С2 эти колебания прикладываются к дуговому промежутку. Такую схему включения осциллятора называют параллельной, поскольку колебательный контур осциллятора по отношению к дуге включён параллельно с источником питания - сварочным трансформатором ТрС. Конденсаторы С включены в первичную цепь трансформатора Тр 1 уменьшения помех радиоприему.
Осцилляторы применяют при сварке дугой малой мощности, при ручной ар- гонодуговой сварке неплавящимся электродом, при значительном падении напряже-ния в силовой сети 380 Вивряде других случаев.
Сварочные преобразователи постоянного тока. Питание сварочной дуги постоянным током дороже, чем переменным. Однако применение постоянного тока целесообразно, когда к качеству сварных швов предъявляются особо высокие тре-бования, а также когда использование переменного тока затруднено, например при сварке деталей малой толщины.
Источники питания постоянного тока можно разделить на две группы: машин-ные сварочные преобразователи и полупроводниковые сварочные выпрямители.
Машинный сварочный преобразователь состоит из генератора постоянного то-ка и приводного асинхронного двигателя с короткозамкнутым ротором. Для работы в полевых условиях выпускаются также преобразователи с двигателями внутреннего сгорания. В своем большинстве преобразователи изготовляются в однокорпусном исполнении: генератор и двигатель находятся на одном валу в одном корпусе.
Электрическая схема выпрямители ВДУ-504 в упрощённом виде
представлена на рис.2-13а. Напряжение на схему подаётся после включения авто-матического выключателя ВА. После нажатия на кнопку КнП (Пуск) срабатывает контактор КЛ1 двигателя ДВ вентилятора. При нормальной работе вентилятора от потока воздухавключится ветровое реле Ро, что приведет к срабатыванию контакто-ра КЛ2 и включению сварочного трансформатора ТрС. Одновременно с включением двигателя ДВ подается напряжение на трансформаторы управления ТрУ] и ТрУ 2, а следовательно, на блок импульсно-фазового управления БИФУ тиристорами Т1—Т6, блок питания БП, блок управления БУ и в цепь витания датчика ДТ сварочного тока. Тем самым будет подано шестифазное напряжение
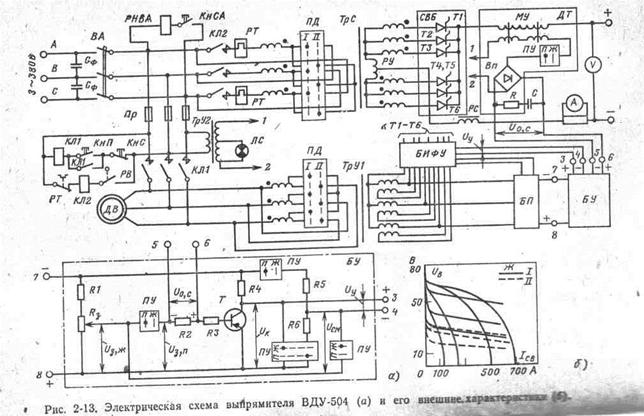 |
на выпрямительную схему, в силовую часть которой входят тиристоры силового вентильного блока СВБ, уравнительный реактор РУ и сглаживающий реактор РС в цепи сварочного тока. Выпрямитель готов к работе.
Схема предусматривает возможность сварочных работ с падающимими или жёсткими характеристиками. Выбор вида характеристик проводится переключате-лем ПУ на два положения: Л (падающие) н Ж (жёсткие). Для жёстких характеристик имеется два диапазона: I - при (Uв=50 -24 В (для тока IСв,ном=500 А); I I— при UВ = 25 - 15 В (также при IСв,ном = 500 А)/ Для диапазона 1 переключатель диапазонов ПД устанавливается в положение 1, что отвечает соединению пер-вичных обмоток ТрС в треугольник. Положение I I переключателя соответствует диапазону II, при котором первичные обмотки ТрС соединяются в звезду. Одновременнo переключаются в звезду и первичные обмотки трансформатора ТрУ1 для сохранения фазировки системы управления тиристорами. Для падающих ха-рактеристик используется только диапазон 1.
При работе с падающими характеристиками (ПУ находится в положении II) нужный вид характеристик обеспечивается наличием отрицательной обратной связи по сварочному току Iсв. Датчик тока ДТ представляет собой магнитный усилитель МУ с рабочими обмотками, питающимися от трансформатора ТрУ2, и выходом на постоянном токе (через выпрямитель Вп и фильтр R, С). Обмотка подмагничивания усилителя включена в цепь сварочного тока.
Напряжение обратной связи Uос, примерно пропорциональное току Icв, по-дается в блок управления БУ. Здесь разность напряжения задания U3п (для па-дающих характеристик), снимаемого с потенциометра Rз, и напряжения U0с пода-ётся на базу транзистора T. Напряжение управления UУ на входе блока БИФУ (величина Uу определяет угол отпирания тиристоров, а с ним и значение выпрямленного напряжения Uв) равно разности напряжения смещения Ucм, снимаемого с резистора R6, и напряжения Uк перехода эмиттер — коллектор транзистора T, т. е. Uу = Uсм — Uк. В свою очередь, напряжение Uк естьусиленное транзистором напряже-ние базы Uб = Uз.п —Uо,с.
При малых токах Iсв напряжение U0,с также мало, (Uб = Uзп с73,п, и транзистор практически полностью открыт (Uk = О). Поэтому Uу = Ucм, что отвечает наи-большему выпрямленному напряжению Uв. По мере увеличения Iсв напряжение Uб уменьшается, транзистор постепенно закрывается, значение Uк растёт, что и при-водит к уменьшению выпрямленного напряжения Uв тем сильнее, чем больше ток Iсв. Изменяя (U3,п, можно получить семейство падающих характеристик Uв = f(Iсв), изображенное на рис. 2-13, б.
Для получения жёстких характеристик Uв = f(Iсв) переключатель ПУ ставится в положение Ж. Датчик тока ДТ и транзистор Т отключаются. На вход БИФУ теперь поступает только напряжение задания для жёстких характеристик U3,Ж с потенциометра R3, т.е. Uу = Uз,ж, значение которого определяет положение жёсткой характеристики. Семейства таких характеристик для обоих диапазонов I и 11 по-казаны на рис. 2-13,6.
Защита выпрямителя при к. з. осуществляется электромагнитным расцепите-лем автоматического выключателя ВА. Двигатель вентилятора и схема управления защищаются плавкими предохранители Пр. Для защиты выпрямителя от перегрузок применены тепловые реле РТ. Защита тиристоров от коммутационных перенапря-жений обеспечивается цепочками RС (на схеме не показаны). На входе схемы включены конденсаторы фильтра защиты от помех радиоприему Сф. При нажатии на аварийную кнопку КнСА (Стоп) срабатывает независимый расцепитель РНBА, отключающий выключатель В А.
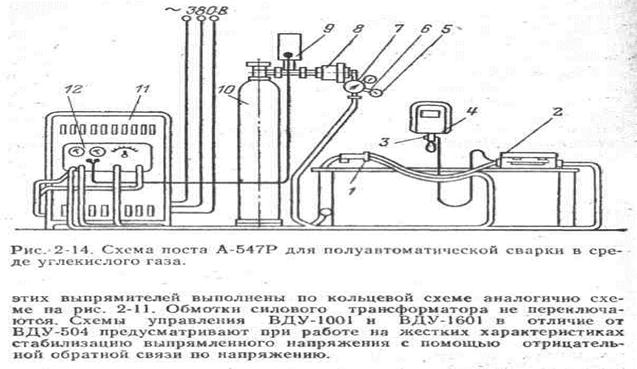
Сварочные выпрямители ВДУ-1001 и ВДУ-1601 на токи 1000 и 1600 А пред-назначены для сварки металлов в среде защитных газов и под флюсом на автоматах н полуавтоматах. Силовые блоки
Дата добавления: 2014-11-13; просмотров: 746; Мы поможем в написании вашей работы!; Нарушение авторских прав |