КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Заняття №44
Тема: Конвеєри та установки для глазурування труб.
Мета:ознайомитися з принципом дії конвеєрів та установок для глазуровки.
Пояснити:принцип роботи конвеєрів та установок для глазурування труб.
Тип заняття:лекція.
Література:Бахталовский И.В. Механическое оборудование керамических заводов Глава 8 §48.
План лекції
1. Установка для глазурування труб методом поливу.
2. Установка для глазурування труб методом окунання.
Керамічні каналізаційні труби глазурують методом поливу та окунання. Для цього застосовують в основному сирі земляні полив, які відносяться до тугоплавких полив і представляють собою суміші легкоплавких глин з різними плавнями. На 1т випалених труб витрачається 25-30кг поливи (по сухій вазі). Щільність поливи складає 1,35-1,41г/см3.
Установка для глазурування труб методом поливу змонтована на базі ланцюгового сушильного конвеєру і працює з ним синхронно. Застосування такої установки повністю механізує процес глазурування труб і усуває трудоємкі операції з в’язані з подачею і відбором труб від глазурувальної установки.
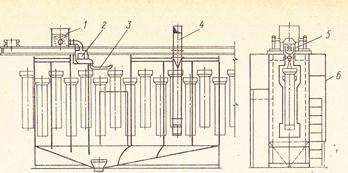
Рис. 1 Глазурувальна установка ланцюгового конвеєру
Установка складається із глазуровочної камери 6, через яку проходе ланцюговий конвеєр 5 з підвішеними на ньому трубами. Із бачка 1 через фільтр 2 полива поступає в дві дирчаті труби 3 і з них на каналізаційні труби. Надлишок поливи попадає на конусне днище глазурувальної камери, із нього в збірник поливи, де вона безперервно перемішується пропелерною мішалкою, а потім мембранним насосом знову подається в бачок 1. Після глазурування труби поступають на обдув ку для видалення надлишку поливи з плечика раструбної частини, при цьому також видаляється полива, яка попала на таріль, що підтримує трубу. Обдуваються труби за допомогою вентилятора через систему труб і сопел 4. Такі глазуровочні машини входять в комплект ланцюгового конвеєра.
Установка для глазурування труб методом окунання працює в комплексі з тунельними сушарками, де вироби сушать на монорельсових підвісках.

Рис 2 Бак для глазурування труб окунанням
Дві монорельсові підвіски 2 з висушеними трубами по монорельсу 1 подають одночасно до розгрузочної платформи. Платформу 4 трохи при піднімають для того, щоб штанги (з тарелями і трубами на них) вивести із зачеплення підвісок. Штанги опускаються в відповідні кармани 3 платформи. Звільнені від труб підвіски відводять і замість них підводять рухому платформу з пневмозахватами. Пневмозахвати опускають в кожну трубу і розводять зтисненим повітрям. Захвати щільно примикають до внутрішньої поверхні труб і міцно їх втримують. Потім електроталлю, яка змонтована на рухомій платформі, труби при піднімають, транспортують до баку з поливою і опускають в нього. Після глазурування труби витягуються із бака і встановлюють на площадку для підсушки, а потім направляють на випал. Для того щоб частинки поливи не осідали, в нижній частині бака встановлена горизонтальна пропелерна мішалка.

Рис 3 Платформа для розвантаження труб на глазурування
Контрольні запитання:
1. Яка будова та принцип роботи установки для глазурування труб методом поливу?
2. Яка будова та принцип роботи установки для глазурування труб методом окунання
Дата добавления: 2014-12-03; просмотров: 310; Мы поможем в написании вашей работы!; Нарушение авторских прав |