КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Заняття №46
Тема: Конвеєри та установки для глазурування санітарно керамічних виробів.
Мета:ознайомитися з принципом дії конвеєрів .
Пояснити:принцип роботи конвеєрів та установок для глазурування санітарно-керамічних виробів.
Тип заняття:лекція.
Література:Бахталовский И.В. Механическое оборудование керамических заводов Глава 9 §54.
План лекції
1. Конвеєри та установки для глазурування санітарно-керамічних виробів.
Санітарні керамічні вироби глазурують методом окунання або розпиленням глазурної суспензії на конвеєрі. Конвеєрна установка для глазурування умивальників призначена для покриття їх глазурною поливою методом пульверизації за допомогою працюючих форсунок-розпилювачів, які здійснюють коливаючі рухи в вертикальній площині. Установка складається із слідуючих основних вузлів: двох ланцюгового вертикально-замкнутого конвеєра 1, що безперервно рухається з вагонетками для виробів, камери 2 обдувки, камери 3 зволоження, двох послідовно встановлених камер 4 глазурування, камери 5 контрольної доглазуровки.
Вагонетка конвеєра представляє собою площадку з регулюючою по висоті підставкою, під якою прикріплені піддони, які які захищають ходову частину конвеєра від попадання поливи. Вироби встановлюють на вагонетках вертикально переднім бортом вгору. Камера 2 обдуву служить для очищення виробів від пилу. Вона представляє собою зварний каркас, який обшитий металічними листами, в яких всередині розміщені пневматичні форсунки. При роботі форсунки здійснюють коливаючий рух, перпендикулярно вісі камери, від приводу, який розміщений зовні камери. В камері 3 зволоження поверхні виробів, які належать глазуруванню, зволожуються за допомогою пульверизаторів, які працюють від сітки зтисненого повітря.
Камера 4 глазурування призначена для автоматичного нанесення поливи на вироби і складається із двох секцій з 9 форсунками в кожній (чотири з кожного боку і одна зверху). Форсунки змонтовані на штангах. Полива до форсунок поступає від загального глазуропроводу через вібросита і напорні бачки по гнучким шлангам і розпилюється зтисненим повітрям. Під камерою глазурування змонтований піддон для від відведення надлишку поливи. Вентиляційна установка забезпечує відбір повітря зі зваженими частинками поливи і подачу його на очистку в спеціальні установку, після чого частина поливи утилізується (уловлюється і повертається в виробництво).
Камера 5 ручного доглазурування служить для візуального контролю виробів і додаткового покриття тих ділянок їх поверхні, які виявилися недоглазурованими. Вона представляє собою металічну зварну конструкцію з вікном. Каретку і ланцюг від попадання поливи закривають спеціальні щити. Під камерою розміщений піддон для збору і відводу поливи.
Пристрій для мийки кареток виконано у вигляді камери 6, яка оснащена спеціальними щітками, штуцерами для подачі води і зтисненого повітря і щитами з піддонами для уловлювання і відводу забрудненої води. Система циркуляції складається із ємкості з мішалкою, куди поступає відпрацьована полива. Із ємкості полива періодично відводиться насосом в масозаготівельне відділення для очистки і повторного використання.
Робочий цикл глазурування складається із таких операцій. Вироби вручну встановлюють на каретки конвеєра. Очищені від пилу і зволожені вироби поступають в глазуровочні пристрої, потім в камеру ручного до глазурування, при виході із якої їх вручну знімають з кареток конвеєра і відправляють на відпал. Для забезпечення безпечної роботи частини конвеєра, що обертаються огороджені, електродвигуни заземлені.
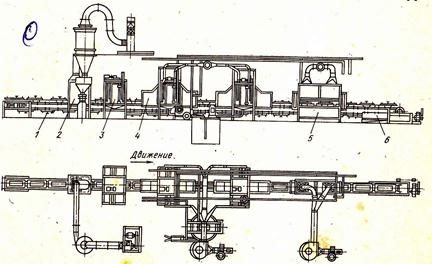
Рис 1 Схема конвеєрної установки для глазурування умивальників.
Контрольні запитання:
1. Який принцип роботи та будова конвеєрної установки для глазурування умивальників?
Дата добавления: 2014-12-03; просмотров: 275; Мы поможем в написании вашей работы!; Нарушение авторских прав |