КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Меры безопасности при обслуживании электросварочных установок
К выполнению электросварочных работ допускаются работники, прошедшие обучение, инструктаж и проверку знаний требований безопасности, имеющие группу по электробезопасности не ниже II и соответствующее удостоверение. Данные работники относятся к электротехнологическому персоналу предприятия.
Электросварщикам, прошедшим специальное обучение, может присваиваться в установленном порядке группа III и выше для работы в качестве оперативно-ремонтного персонала с правом присоединения и отсоединения от сети переносных и передвижных электросварочных установок.
Переносное и передвижное электросварочное оборудование закрепляется за электросварщиком, о чем делается запись в журнале регистрации инвентарного учета, периодической проверки и ремонта переносных и передвижных электроприемников, вспомогательного оборудования к ним. Не закрепленные за электросварщиками передвижные и переносные источники тока для дуговой сварки должны храниться в запираемых на замок помещениях.
При выполнении сварочных работ в помещениях с повышенной опасностью, особо опасных помещениях и в особо неблагоприятных условиях сварщик кроме спецодежды обязан дополнительно пользоваться диэлектрическими перчатками, галошами и ковриками.
Работы в замкнутых или труднодоступных пространствах (например, в цистернах) должен выполнять сварщик под контролем двух наблюдающих, один из которых должен иметь группу не ниже III. Наблюдающие должны находиться снаружи для контроля над безопасным проведением работ сварщиком. Сварщик должен иметь лямочный предохранительный пояс с канатом, конец которого находится у наблюдающего. Источник сварочного тока должен быть оснащен устройством автоматического отключения напряжения холостого хода при разрыве сварочной цепи или его ограничения до безопасного предела (до 12 В).
При проведении сварочных работ в закрытых помещениях необходимо предусматривать местные отсосы, обеспечивающие улавливание сварочных аэрозолей непосредственно у места его образования. В вентиляционных устройствах помещений для электросварочных установок должны устанавливаться фильтры, исключающие выброс вредных веществ в окружающую среду.
На закрытых сосудах, находящихся под давлением, и сосудах, содержащих воспламеняющиеся или взрывоопасные вещества, производить сварочные работы не допускается. Электросварка и резка цистерн, баков, бочек, резервуаров и других емкостей из-под горючих и легковоспламеняющихся жидкостей, а также горючих и взрывоопасных газов без тщательной предварительной очистки, пропаривания этих емкостей и удаления газов вентилированием не допускаются.
Источники сварочного тока (сварочные трансформаторы) могут присоединяться к распределительным электрическим сетям напряжением не выше 660 В. Могут использоваться сварочные генераторы с двигателями внутреннего сгорания. Для подвода тока от источника сварочного тока к электрододержателю должен использоваться гибкий сварочный медный кабель с резиновой изоляцией и в резиновой оболочке.
Первичная цепь электросварочной установки должна содержать коммутационный (отключающий) и защитный электрические аппараты (рисунок 5.47). Переносная (передвижная) электросварочная установка должна располагаться на таком расстоянии от коммутационного аппарата, чтобы длина соединяющего их гибкого кабеля была не более 15 м. При этом передвижные электросварочные установки на время их передвижения необходимо отсоединять от сети.
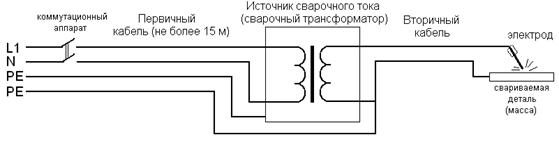
Рисунок 5.47 – Подключение источника сварочного тока к сети
Для передвижных (переносных) электросварочных установок кабель первичной цепи должен быть медным четырехжильным. Допускается использовать кабель не с резиновой, а с поливинилхлоридной изоляцией. Если источник сварочного тока стационарный, первичный кабель может иметь не медные, а алюминиевые жилы. Первичный кабель (рисунок 5.47) имеет фазный, нулевой и два защитных проводника, один из которых присоединяется к корпусу электросварочной установки, а второй – к нулевому проводнику сварочного (вторичного) кабеля.
Измерение сопротивления изоляции электросварочных установок проводится после длительного перерыва в их работе, при наличии видимых механических повреждений, но не реже 1 раза в 6 месяцев.
Дата добавления: 2015-01-05; просмотров: 308; Мы поможем в написании вашей работы!; Нарушение авторских прав |