КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Контроль качества укладки коленчатых валов в блок дизеля. Как производится центровка тягового генератора с коленчатым валом дизеля?
Ответ- Укладка коленчатых валов. Укладку коленчатых валов начинают после подбора комплектов верхних и нижних коренных вкладышей, как указано выше. Если сборка дизеля производится не на тепловозе, а на поворотном стенде, то коленчатые валы следует укладывать сверху блока, что значительно облегчает монтажные работы.
Поскольку в процессе работы дизеля изнашиваются вкладыши, расположенные в крышках коренных подшипников стенд имеет съемные полукольца, которые дают возможность повернуть его под любым углом при помощи ручного или электрического привода. Перед установкой блока нижнее полукольцо стенда необходимо застопорить штырями, а верхнее - открепить и снять. Блок на поворотный стенд устанавливают на опорах нижнего полукольца стенда, в рабочем положении. При необходимости под опорные планки стенда помещают прокладки. Затем блок закрепляют и с обеихчиє вкладыши), то правильность укладки коленчатых валов можно контролировать только тогда, когда они лежат на рабочих вкладышах, т.. е. у нижнего вала, когда блок находится в рабочем положении, а у верхнего - когда он повернут на 180°.
Порядок укладки коленчатых валов следующий.
1. Уложить вкладыши в постели блока, предварительно проверив чистоту вкладышей и постелей и убедившись в том, что нет забоин рисок и других дефектов на их поверхностях.
2. Смазать коренные шейки коленчатого вала и внутренние поверхности вкладышей дизельным маслом. Уложить коленчатый вал на вкладыши в блоке дизеля. Чтобы не повредить упорный вкладыш (на 11-й опоре), необходимо устанавливать его на свое место только после укладки вала на все остальные опорные вкладыши (а вынимать перед снятием вала).
3. Поместить на коренные шейки коленчатого вала рабочие вкладыши. Установить на вкладыши соответствующие крышки подшипников и закрепить нх, завертывая гайки до совмещения установочных меток.
4. Проконтролировать укладку коленчатых валов:
а) проверить прилегание коренных шеек вала к рабочим вкладышам, т. е. к вкладышам, расположенным в крышках подшипников. Проверку производить снизу щупом 0,03 мм, каждый раз после поворота коленчатого вала на 90°; этот же щуп не должен заходить между стыками вкладышей и между вкладышами и постелью блока;
б) проверить щупом зазор («на масло») в каждой опоре между коренными шейками коленчатого вала и вкладышами, расположенными в постелях блока. Зазор должен быть в пределах 0,15 - 0,25 мм. для новых деталей. Разница в зазорах у одного подшипника с обеих сторон вкладыша допускается до 0,04 мм.
Для коренных подшипников 8-, 9-, и 10-й опор нижнего коленчатого вала при подсоединенном генераторе между рабочими вкладышами и шейками вала должен быть зазор, его величина указана в паспорте дизеля;
в) проверить щупом зазоры в «усах» между коренными шейками вала и рабочими вкладышами на расстоянии 12 мм от плоскости разъема вкладышей. Зазоры должны быть в пределах 0,12—0,25 мм для новых деталей. Разница в зазорах с каждой стороны у одного подшипника не должна превышать 0,10 мм. При необходимости допускается подшабровка баббитовой поверхности вкладышей на глубину не более 0,02 мм на участках, расположенных на расстоянии до 50 мм от плоскости разъема вкладыша.
Па 11-й опоре (упорный подшипник) невозможно произвести необходимые измерения при помощи щупов, так как буртывкладышем не позволяют завести щуп. Вкладыши у этой опоры подбирают по макетным вкладышам, изготовленным без баббитовой заливки, толщиной 18,85_и,щ мм; сделаны они без буртов в местах обмеров. По обмерам фактических величин зазоров между шейкой коленчатого вала и макетным вкладышем надо подобрать вкладыш 11-й опоры с таким расчетом, чтобы обеспечить требования по укладке коленчатого вала;
г) проверить вращение коленчатого вала в подшипниках. Вал должен легко проворачиваться рычагом 300 мм усилием одного человека при незаценленных шестернях вертикальной передачи;
д) проверить осевой разбег коленчатого вала; он должен быть 0,12 — 0,25 мм для новых деталей. При этом надо проверить щупом 0,04 мм, чтобы при перемещении вала до упора в любую сторону не было зазора между торцами вкладышей и упорным буртом коленчатого вала;
е) проверить, чтобы между щеками коленчатого вала и торцами опорных вкладышей (с каждой стороны) был зазор не менее 4 мм.
5. Снять крышки коренных подшипников и вынуть коленчатые валы и вкладыши. Поставить на вкладышах соответствующие клейма.
6. Очистить постели в блоке и все вкладыши и крышки. Уложить вкладыши в постель блока и в крышки, придерживаясь маркировки. Очистить коленчатый вал, смазать его коренные шейки маслом и уложить вал на вкладыши. Установить крышки коренных подшипников в сборе с вкладышами па блок.
7. Закрепить крышки коренных подшипников гайками, предварительно смазав резьбу в гайках, болтах и шпильках касторовым маслом. Правила затяжки гаек приведены ниже. После затяжки надо проверить, легко ли вращается коленчатый вал в подшипниках, и после этого зашплинтовать гайки. Перед шплинтовкой гаек отрегулировать нормальное зацепление шестерен вертикальной передачи установкой прокладок под торец шестерни на коленчатом валу.
8. Проверить величину биения хвостовика ступицы антивибратора па нижнем коленчатом валу; биение допускается не более 0,08 мм.
9. Надеть на нижний коленчатый вал верхнюю и нижнюю части корпуса уплотнения и скрепить их между собой. Закрепить корпус уплотнения нижнего коленчатого вала на фланце блока. Проверить зазор между корпусом уплотнения и валом; он должен быть в пределах 0,5—0,08 мм в любом месте по окружности. Регулировку величины зазора следует производить перемещением корпуса уплотнения при ослабленных болтах. После закрепления корпуса уплотнения надо просверлить два отверстия в верхней его части и в блоке контрольные штифты. Развернуть эти отверстия и установить штифты. Сверление и развертывание отверстий под штифты производят при постановке нового корпуса уплотнения или нового блока дизеля.
Как производится центровка тягового генератора с коленчатым валом дизеля - Дизель устанавливается на общий с генератором подрамник, приваренный к основной раме тепловоза.
Передняя опора прикрепляется двумя призонными болтами, а каждая задняя — одним призонным и одним обычным болтом. Затяжка болтов производится основными гайками равномерно в определенной последовательности (по диагонали), с последующей постановкой контргаек. Маховик дизеля соединен с валом генератора через гибкую муфту, которая допускает некоторое несовмещение и перекос осей коленчатого вала дизеля и вала тягового генератора. При установке дизеля допускается несоосность валов дизеля и генератора до 0,05 мм и перекос до 0,1 мм на 1 000 мм длины. Гибкая муфта (рис. 47) состоит из ведущей 1 и ведомой 4 полумуфт, соединенных с гибким пакетом 3 каждая четырьмя болтами 5. Гибкий пакет набран из 50 кольцевых дисков толщиной 0,4 мм каждый. Ведущая полумуфта крепится болтами 2 к торцу маховика дизеля и фиксируется контрольными штифтами 7, которые в свою очередь фиксируются стопорными шайбами. Положение ведущей полумуфты относительно маховика отмечается общей риской. Болты крепления гибкого пакета к ведущей полумуфте устанавливаются со стороны генератора для возможности их выемки при разборке
і - ведущая полумуфта; 2- болт; 3 - пакет дисков; 4-ведомая полумуфта: 5-болт; 6-опорная шайба; 7 -контрольный штифт; в -корончатая гайка; 9 - высокая гайкапо диаметру 90 мм предельное смещение центра обрабатываемого отверстия относительно центра круга расположения отверстий под соединительные болты не должно превышать 0,1 мм;
2) расточенный диаметр посадочного отверстия должен обеспечить плотную посадку полумуфты на вал главного генератора (натяг 0,015 мм);
3) поверхность фланца ведомой полумуфты, к которой прилегает гибкий пакет, должна быть перпендикулярна к цилиндрической поверхности посадочного отверстия. Биение этой поверхности допускается не более 0,1 мм на диаметре 270 мм.
Ведомый фланец полумуфты насаживается на вал генератора с нагревом в масле до температуры 150-180°С. Биение плоскости прилегания пакета у насаженной полумуфты не должно превышать 0,15 мм на диаметре 270 мм.
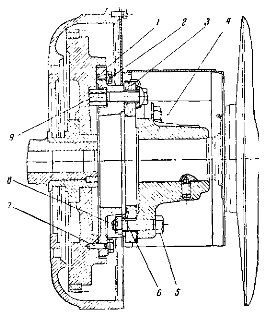 Рис. 47. Гибкая муфта:
Рис. 47. Гибкая муфта:
Высокие гайки 9 этих болтов заходят в шестигранные гнезда ведущей полумуфты. Корончатые гайки 8 прилегают к пакету 3 через опорные шайбы 6. Головки болтов ведущей полумуфты фиксируются лепестковыми шайбами. Затяжка болтов крепления гибкого пакета производится нормальным ключом до отказа. При эксплуатации тепловоза нельзя допускать их ослабления.
Перед постановкой ведомой полумуфты на вал главного генератора производится посадочного отверстия с соблюдением следующих условий:
1) при обработке посадочного отверстия
При установке дизеля и генератора соединение их нужно производить в следующем порядке:
1) установить дизель на подготовленные опоры рамы, предварительно убедившись в чистоте поверхностей лап; зазор между одной из опор и рамой более 0,1 мм должен быть устранен постановкой прокладки. Остальные опоры должны прилегать к раме не менее чем на 75% своей опорной поверхности;
2) закрепить дизель на раме монтажными болтами, затягивая их равномерно, по диагонали. После затяжки болтов прилегание опорной плоскости каждой лапы проверяется щупом 0,05 мм, который не должен проходить вокруг каждого болта;
3) выбрать осевые разбеги коленчатого вала дизеля и вала тягового генератора, сблизив их навстречу друг другу;
4) установить генератор с ведомой полумуфтой в такое положение, при котором после затяжки болтов муфты пакет дисков был бы сдеформирован в сторону генератора на 0,1—0,3 мм. При увеличении деформации пакета допускается между опорной поверхностью полумуфты и пакетом установка регулировочных шайб, но не более трех под каждый болт;
5) установить в развернутые отверстия опор дизеля и рамы призонные болты с шайбами и произвести затяжку их, начиная с передней опоры по диагонали.
По установленному дизелю производится установка генератора и центрирование их валов. Порядок центрирования следующий:
1) ввернуть центровочные стрелы 1 (рис. 48) в диаметрально противоположные резьбовые отверстия маховика и закреш.ть их гайками;
2) выставить стрелы в вертикальной плоскости путем проворота маховика, после чего вращением вала генератора ведомый фланец устанавливается обработанным торцом под регулировочные болты 3 стрел 1 (положение / рис. 49);
3) закрепить болты крепления на раме генератора и выставить по щупу одинаковые зазоры (примерно 0,3 мм) аи ти blt пі между торцами регулировочных болтов 3 и обработанными поверхностями ведомой полумуфты. Затем осторожно провернуть на 180° (в одном направлении) коленчатый вал дизеля и вал генератора;
4) при новом положении полумуфт замерить щупом зазоры между торцами регулировочных болтов и обработанными поверхности.
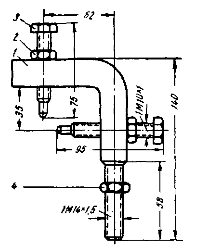 Рис. 48. Стрела для центрирования дизеля:
Рис. 48. Стрела для центрирования дизеля:
1 — стрела; 2 — контргайка; 3 — регулировочный болт; 4— контргайканостями ведомой полумуфты (положение //).

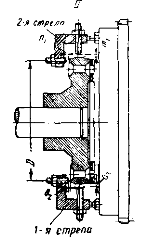
Рис. 49. Установка регулируемых упоров для центровки дизеля: / -положение первое; // -положение второеплоскости заканчивается. В противном случае заменой прокладок под опорными лапами генератора требуется подогнать необходимое перемещение оси вала генератора.
Метод центрирования валов в горизонтальной плоскости такой же, как и в вертикальной плоскости. Изменение положения генератора при этом осуществляется путем его перемещения вправо или влево. Достигнув удовлетворительных результатов центровки в горизонтальной плоскости, необходимо вновь проверить центровку в вертикальной плоскости. По окончании центровки агрегатовв обеих плоскостях крепежные болты генератора затягивают окончательно.
Проверив центровку при затянутых болтах и убедившись в отсутствии отступлений от полученных ранее результатов, генератор должен быть зафиксирован двумя контрольными штифтами. После разборки центровочных стрел на маховике ведомую муфту соединяют с гибким пакетом дисков, для чего, проворачивая вал, генератора, необходимо совместить отверстия под соединительные болты, вставить их и затянуть корончатые гайки с последующим законтриванием.
Дата добавления: 2015-04-18; просмотров: 516; Мы поможем в написании вашей работы!; Нарушение авторских прав |