КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Билет 15. 1.сталь 10ХСНД – низкоуглеродистая среднелегированная сталь
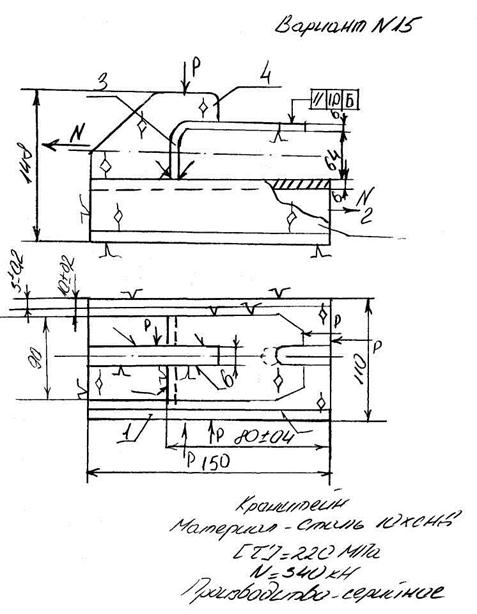
1.сталь 10ХСНД – низкоуглеродистая среднелегированная сталь. Обладает хорошей свариваемостью и повышенными механическими свойствами. Есть малая вероятность возникновения трещин в процессе сварки из-за ликвации металла шва, что можно преодолеть повышением погонной энергии дуги, способствующий перемешиванию ванны. Холодные трещины маловероятны. Соединения из этой стали к хрупкому разрушению несклонны. Сталь применяется для ответственных несущих конструкций. Основная особенность технологии сварки – необходимость выбора сварочного материала, сходного по химсоставу к основному шву.
2.Принимая в расчет сварных швов исходя из формы изделия, а так же малой протяженности сварного шва и несерийности производства можно сделать выводы, что оптимальным способом сварки является ручная дуговая сварка покрытым электродом марки ЦЛ-17 типа Э58Х7М2Н
3.условие прочности сварного соединения: :
N-отрывное усилие, Н (340∙103); β – коэффициент формы шва (0,7), K- катет шва принятый по меньшей толщине металла, м (6·10-³),
L =Lл +Lфл =2·65+2·90 =310∙10-3– суммарная длина сварных швов,м
 условия прочности исполняется с запасом
условия прочности исполняется с запасом
Обозначение соединения: ГОСТ 5264 –80 – Т3 - ∆6
4. сварочный ток: d – диаметр электрода, мм (5); j – допускаемая плотность тока,(10,5);

Напряжение на дуге: U = 20 + 0,04Icd =20+0,04∙200 = 28В
Для сварки стали 10ХСНД нужна падающая характеристика и обратная полярность, что может обеспечить выпрямитель ВД-301, с номинальным током 300А.
5.нижний короб базируется на опорной поверхности, которая дает 3 точки, 2 точки определяет упорная поверхность и 1 точку упорный палец. Верхняя сборка устанавливается на короб, который определяет 3 точки, 2 точки дает боковая поверхность, 1 точку упорный палец короба. Прижатие проводится эксцентрическим прижимом.
Приспособление: типа «кондуктор» с установочными размерами.
6.резка листовых форм на гильотинных ножницах, гибка профилей, сборка в приспособлении, сварка последовательная. Контроль визуальный.
Дата добавления: 2015-04-21; просмотров: 210; Мы поможем в написании вашей работы!; Нарушение авторских прав |