КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Билет 14. 1.сталь 16ГС – низкоуглеродистая низколег
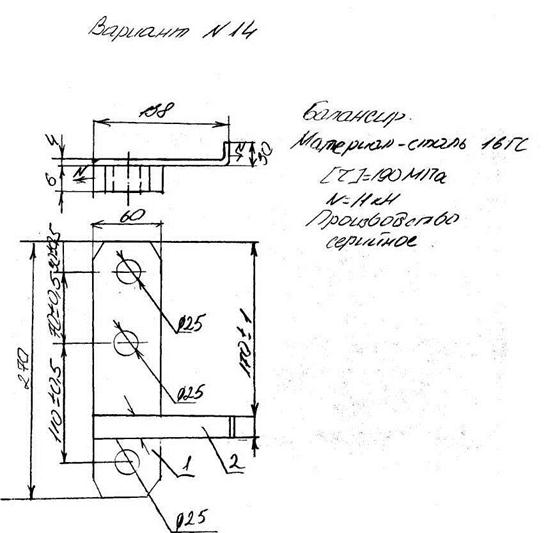
1.сталь 16ГС – низкоуглеродистая низколег. сталь. Обладает хорошей свариваемостью и повышенными механическими свойствами, сто позволяет использовать ее ответственных металлических конструкций и деталей, узлов машин. Не имеет склонности к образованию горячих и холодных трещин. Не имеет склонность к хрупкому разрушении при нормальном температурном режиме. Имеет механическую прочность на 30-40% выше, чем у обычных конструкционных сталей и повышенную термостойкость. Особенностей технологии сварки нет.
2.Пространственное расположение деталей и сварных швов вдоль одной прямой, а также серийность производства позволяет принимать приспособления укладки деталей в количестве нескольких десятков, вдоль одной линии ( ) автоматическую сварку в среде защитного газа СО2 и сварочная проволока Св12Г2С – сходная по химсоставу и наиболее распространенная в производстве.
3.условие прочности сварного соединения: N-усилие среза, Н (11∙103); β – коэффициент формы шва (0,7), 2 – кол-во св. швов работающих на срез, K- катет шва, м (3·10-³), L-длина одного шва, м(60·10-³)
 условия прочности исполняется с запасом
условия прочности исполняется с запасом
Обозначение соединения: ГОСТ 8713 –80 – Н3 - ∆3-АУП
4. Сварочный ток: Kп – коэффициент пропорциональности, для сварки в СО2 (1,4)

 глубина проплавления
глубина проплавления
Напряжение на дуге: U = 19 + 0,037Icd =19+0,04∙215 = 27В
Для сварки в СО2 требуется постоянный ток и жесткая характеристика, что могут обеспечить выпрямитель ВДУ-506 и подающий автомат АДС-500.
5.нижняя пластина базируется на опорной поверхности, которая дает 3 точки, 2 точки определяет одно отверстие, 1 точка второе отверстие. Верхняя пластина – на нижней дает 2 точки, по опорной поверхности 1 точку, 2 точки определяем направляющая и 1 торцовый упор. Прижатие осуществляется цепью пневмоприжимов. Приспособление: универсальная сборочная плита с цепью закрепленных направляющих и пальцевых упоров.
6.резка листа на гильотинных ножницах, сверление отверстий, гибка <90º, сборка в групповом приспособлении. Автоматическая сварка партии деталей. Контроль выборочный влиянием осмотром и измерениями.
Дата добавления: 2015-04-21; просмотров: 225; Мы поможем в написании вашей работы!; Нарушение авторских прав |