КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Последовательность выполнения работы. 1. Изучите устройство и назначение токарно-револьверного станка.
1. Изучите устройство и назначение токарно-револьверного станка.
2. Проследите за изготовлением детали на данном станке учебным мастером, рассмотрите последовательность работы основных узлов и ме- ханизмов станка. Разберите под руководством преподавателя действия ра- бочего–наладчика по наладке станка на изготовление партии деталей.
3. Проведите с помощью учебного мастера хронометрирование работ по наладке токарно–револьверного станка и заполните соответствующими данными табл. 1.13.
Результаты хронометрирования элементов штучно–калькуляционного времени
Таблица 1.13
| Режущий инструмент | Элементы затрат времени, мин | |||||
| τ1 | τ2 | τ3 | τ4 | τ5 | τ7 | |
| Резец | ||||||
| Сверло, зенкер |
Затраты времени на установку зажимного приспособления на шпин-
деле τ6 имеют место при первоначальной наладке станка на обработку но-
вой партии заготовок. Из-за трудностей воспроизведения замены приспо-
собления во время лабораторной работы условимся считать, что τ6 = 0,3τ7 .
В этом случае подготовительно-заключительное время для выполне-
ния операции на токарно–револьверном станке при τ8 = 0,4τ7 определится
по формуле:
Тпз =τ6 + τ7 + τ8 = 1,7 τ7 . (1.33)
4. Получите индивидуальное задание по выполнению расчета штуч- но-калькуляционного времени при изготовлении заданной чертежом дета- ли (табл. 1.14).
5. По данным индивидуального задания и результатам хронометри- рования произведите расчеты всех составляющих штучно- калькуляционного времени на обработку партии заготовок на станке 1341
и определите Тшк. Заполните таблицу 1.15.
Таблица 1.15
Сводные данные для расчета трудоемкости изготовления детали
| Модель станка | Составляющие штучно-калькуляционного времени, мин | Тшк., мин | |||||
| То | Твсп | Тотд | Тобс | Тшт | Тпз | ||
6. Определите долю непроизводительных затрат времени КН.З для данной технологической операции по формуле (1.32).
Индивидуальные задания
Таблица 1.14


| Но- мер зада- ния | Партия, шт/год | Технологический эскиз | Номера техноло- гических перехо- дов | Содержание переходов, режущий инструмент | Режим обработки | |
| ϑ, м/мин | S0, мм/об | |||||
| Подрезать торец 1; резец проходной. | 0,20 | |||||
| Точить поверхность 4; резец проходной. | 0,12 | |||||
| Точить поверхность 2; резец проходной упорный. | 0,12 | |||||
| Точить канавку 3; канавоч- ный (отрезной) резец. | 0,06 | |||||
| Отрезать деталь; резец отрезной. | 0,06 |


Продолжение табл. 1.14
| Но- мер зада- ния | Партия, шт/год | Технологический эскиз | Номера техноло- гических перехо- дов | Содержание переходов, режущий инструмент | Режим обработки | |
| ϑ, м/мин | S0, мм/об | |||||
| Подрезать торец 1; резец подрезной. | 0,15 | |||||
| Точить поверхность 4; резец проходной. | 0,2 | |||||
| Сверлить отверстие 3, сверло φ 18. | 0,2 | |||||
| Точить поверхность 2; резец проходной упорный. | 0,1 | |||||
| Отрезать деталь; резец отрезной. | 0,06 |

Продолжение табл. 1.14
| Номер зада- ния | Партия, шт/год | Технологический эскиз | Номера техноло- гических переходов | Содержание переходов, режущий инструмент | Режим обработки | |
| ϑ, м/мин | ϑ, м/мин | |||||

| Подрезать торец 1; резец подрезной. | 0,15 | ||||
| Точить поверхность 5; резец проходной. | 0,12 | |||||
| Точить поверхность 2; резец проходной упорный. | 0,12 | |||||
| Сверлить отверстие 4; сверло φ 15. | 0,12 | |||||
| Точить фаску 1х45о; проходной резец. | 0,2 | |||||
| Зенковать отверстие 3; зенковка φ 20. | 0,2 | |||||
| Точить канавку шириной 3 мм; канавочный резец. | 0,06 | |||||
| Отрезать деталь; отрезной резец. | 0,06 |

Окончание табл. 1.14
| Но- мер зада- ния | Пар- тия, шт/год | Технологический эскиз | Номера техноло- гических перехо- дов | Содержание переходов, режущий инструмент | Режим обра- ботки | |
| ϑ, м/мин | ϑ, м/мин | |||||
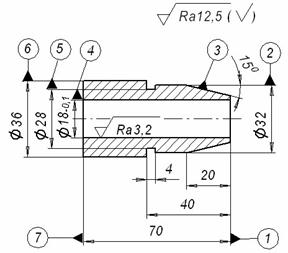
| Подрезать торец 1;резец проходной. | 0,12 | ||||
| Точить поверхность 6, резец проходной. | 0,2 | |||||
| Сверлить отверстие 4; сверло φ17,7. | 0,2 | |||||
| Точить поверхность 2; резец проходной упорный. | 0,12 | |||||
| Зенкеровать поверхность 4; зенкер | 0,12 | |||||
| Точить канавку 5; канавочный (отрезной) резец. | 0,06 | |||||
| Точить конус 3; резец фасонный (широкий). | 0,06 | |||||
| Отрезать деталь; отрезной резец. | 0,06 | |||||
| Примечания. 1. Заготовками для всех вариантов являются прутки диаметром 40 мм. 2. Для операции, выполняемой на токарно–револьверном станке, ряд указанных в заданиях переходов По заданию преподавателя могут быть объединены в сложные многоинструментальные переходы. |
Содержание отчета
1. Наименование работы.
2. Номер, формулировка и исходные данные индивидуального задания. Индивидуальное задание: «Провести хронометрирование работ, вы- полняемых при наладке токарно-револьверного станка модели 1341, рас- считать штучно-калькуляционное время на изготовление детали «…..» и
определить коэффициент непроизводительных затрат».
3. Технологический эскиз операции (табл. 1.14).
4. Данные хронометрирования работ на наладку станка модели 1341 (табл. 1.13).
5. Последовательность переходов технологической операции (по данным табл. 1.14).
6. Расчеты элементов штучно–калькуляционного времени (по фор-
мулам (1.25) – (1.31)).
7. Сводная таблица затрат времени на обработку (табл. 1.15).
8. Расчет доли непроизводительных затрат КН.З.
Дата добавления: 2014-11-13; просмотров: 332; Мы поможем в написании вашей работы!; Нарушение авторских прав |