КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Обладнання для шліфування і і полірування.
За типом використовуваного інструменту сучасні верстати шліфування поділяються на дві основні групи: зі шліфуванням вільним абразивом - абразивної суспензією і зі шліфуванням пов'язаним абразивом - алмазними абразивними колами.
Верстати першої групи діляться на верстати з одно-і двухторонюю обробкою. Для усунення клиноподібності та отримання пластин високої площинності після розпилювання доцільно 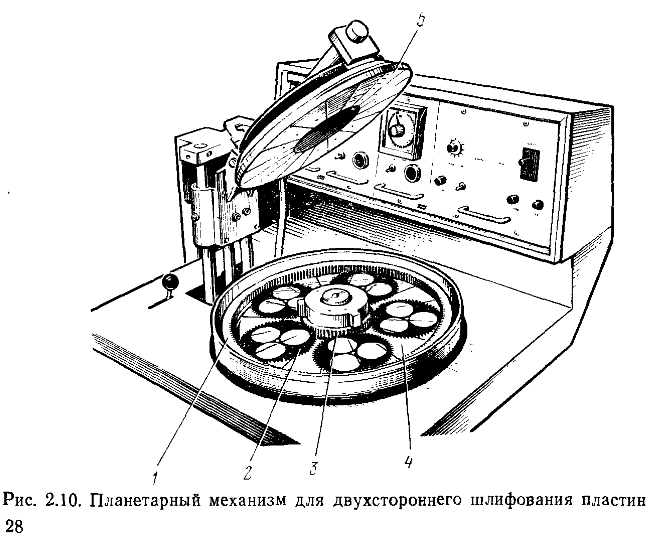
застосовувати верстати двостороннього шліфування ЮФ7219 ,
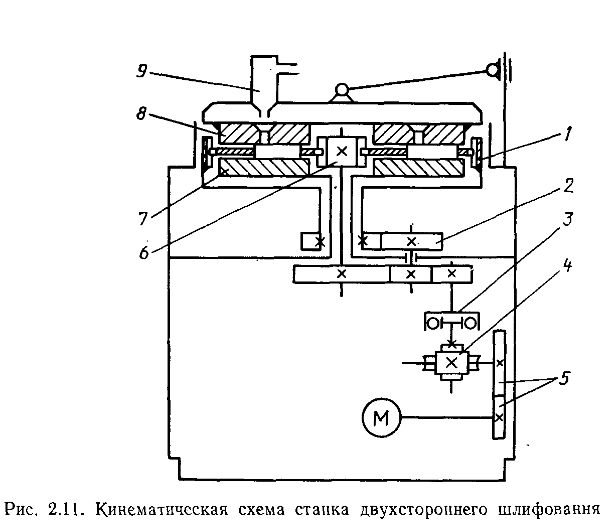
ІО - 19006 , СДШ - 100 і СДП- 100. Головний конструктивної особливістю цих верстатів є планетарний механізм ( рис. 2.10) , забезпечує планетарний рух сепараторів 2 з укладеними в їх отвори кремнієвими пластинами між верхнім 5 і нижнім 4 шліфувальниками . Сепаратори входять в зачеплення з внутрішньої 3 та зовнішньої 1 провідними шестернями . Кінематична схема верстата двостороннього шліфування показана на рис. 2.11 . Привід верстата здійснюється від електродвигуна М , через змінну пару шестерень 5 , черв'ячну пару 4 і обгону муфту 3 . Далі через перебір 2 обертання передається на зовнішню 1 і внутрішню 6 провідні шестерні. Верхній шліфувальник 8 закріплений на кришці що підіймається , з дозатора 9 через отвори в шліфувальника в зону обробки подається абразивна суспензія .
Шліфувальники в процесі обробки зношуються нерівномірно , тому через певні проміжки часу контролюють їх поверхні . Контроль здійснюють лінійкою на просвіт і при необхідності роблять правку і притирання шліфувальника . Для підвищення рівномірності зносу в деяких верстатах , наприклад СДП- 100 , передбачається обертання нижнього шліфувальника 7 .
Верстати шліфування пов'язаним абразивом виробляють односторонню обробку пластин і поділяються на верстати плоского і врізного шліфування. У верстатах плоского шліфування (СПШ-1, СПШП-1, МШ-259) абразивний диск торцем притискається до пластини вагою шпинделя, у верстатах врізного шліфування (САШ-420М, САШ-100, САШ-150) шпинделі з алмазними колами чашкового типу (АЧК) жорстко встановлені на заданій висоті і при обробці знімають пропуск, врізаючись в пластину. 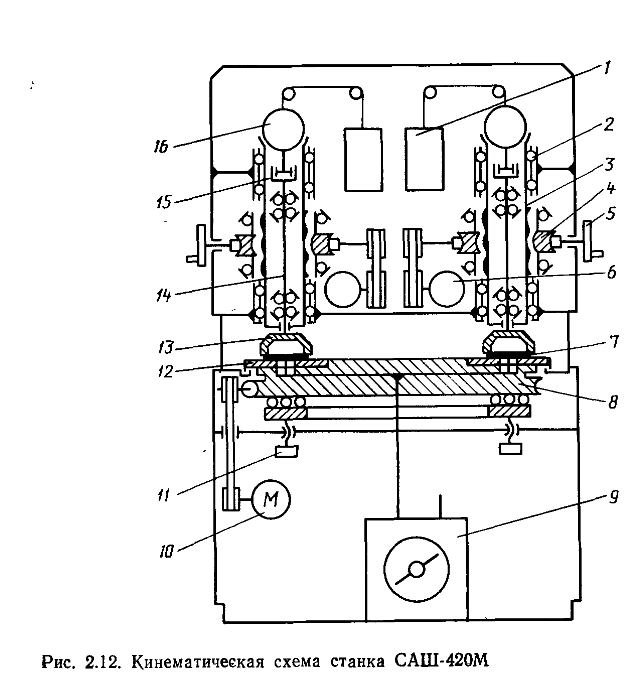
Кінематична схема верстата САШ - 420М наведена на рис. 2.12 . На верхній частині литий масивної станини змонтовані шпинделі зі шліфувальними колами , на нижній - карусель з приводом .
Карусель 8 виконана у вигляді плоского наполегливої трирядного
кулькового підшипника , нижнє кільце якого спирається на чотири регульовані по висоті опори 11. Привід каруселі здійснюється від електродвигуна 10 через ремінну передачу і черв'ячну пару . На карусель встановлюються змінні корпуси 12 з вакуумними присосками , на яких закріплюються оброблювані пластини 7 . Відкачування присосок здійснюється вакуумним агрегатом 9 , що складається з двох форвакуумних насосів ВНЗ. Робоча зона каруселі закрита знімною кришкою з органічного скла. Частота обертання каруселі 0,5 ... 5 хв -1.
Шпиндель являє собою циліндр 3 , що переміщається в станині на кулькових направляючих 2 . На зовнішній поверхні циліндра нарізана трапецеїдальний різьба , укрученими в гайку черв'ячного колеса 4 . Подача шпинделя по висоті здійснюється вручну маховиком 5 через черв'ячну пару або автоматично від електродвигуна 6 . Для попередньої вибірки всіх
осьових зазорів шпиндель відтягується вгору противагою 1 , вага якого на 250 ... 350 Н більше , ніж вага рухомої частини шпинделя . Усередині циліндра 3 на високоточних кулькових радіально-упорних підшипниках встановлено вал шпинделя 14 , на якому закріплений чашкове алмазний коло 13. Вал приводиться в обертання через відцентрову м'яку муфту 15 електродвигуном 16 типу П -42 , що живиться струмом високої частоти. Частота обертання шпинделя становить 9000 ... 14000 хв-1. мастило опор шпинделів здійснюється масляним туманом , який створюється всередині станини спеціальним пристроєм. У нижній частині шпинделя є пристрій для подачі охолоджуючої рідини в зону шліфування через внутрішню порожнину чашкового алмазного кола . Відводиться охолоджуюча рідина з верхньої плити станини .
У верстатах плоского шліфування ШПШ -1 , СПШП -1 , МШ259
шпинделі мають частоту обертання близько 3000 хв -1 , карусель - 200 ... 400 хв-1. Пластини зазвичай наклеюються на блоки , установлені на карусель. Алмазний коло притискається до пластин вагою шпинделя. У зону обробки подається змащуючи охолоджуюча рідина. У новому поколінні верстатів цього типу можлива установка пластин на вакуумні присоски . Так , в верстаті MRS - R600 фірми Georg Müller (ФРН ) стіл має вакуумні присоски по всій його площі , що дозволяє різко збільшити число завантажених пластин і відповідно продуктивність верстата. При діаметрі столу 600 мм одночасно завантажується 36 пластин діаметром 75 мм. Діаметр шліфувального круга складають 300 мм.
Дата добавления: 2014-12-03; просмотров: 372; Мы поможем в написании вашей работы!; Нарушение авторских прав |