КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Инструменты для образования резьбы. Метчики
Основные методы нарезания резьбы. Резьбу получают тремя основными методами: нарезанием лезвийным инструментом, нарезанием абразивным инструментом и пластическим деформированием (накатыванием). В зависимости от принятого метода получения резьбы различают несколько способов образования резьбы (рисунок 13).
1. Способ многозаходного нарезания однониточными инструментами – резьбовыми резцами (стержневыми, призматическими, круглыми) и однониточными шлифовальными кругами.
2. Способ однопроходного нарезания многониточными инструментами: гребенками, круглыми плашками, метчиками, резьбонарезными головками, многониточными шлифовальными кругами (цилиндрическими и коническими).
3. Способ однопроходного нарезания вращающимися инструментами: резьбовыми однониточными фрезами (дисковыми, пальцевыми, торцовыми), вихревыми головками.
4. Способ фрезерования многониточными фрезами, длина которых больше длины нарезаемой резьбы, накатывания резьбы широкими роликами или плоскими плашками.
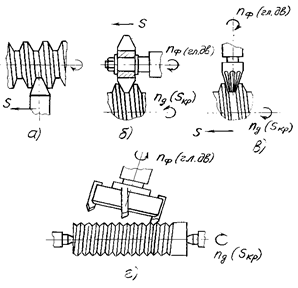 |
Рисунок 13 Основные методы нарезания резьб:
а – резьбовый резец; б – однониточная дисковая фреза; в – однониточная концевая фреза; г – однониточная торцовая фреза
Метчики предназначены для образования резьбы в отверстиях. По принципу работы их подразделяют на метчики, образующие профиль резьбы путем снятия стружки, метчики бесстружечные, образующие профиль резьбы без снятия стружки, и метчики с режущими и выглаживающими зубьями, образующие резьбу комбинированным способом (резанием и выдавливанием).
По конструкции и применению метчики делят на следующие типы.
1. Машинно-ручные для нарезания резьб как вручную, так и на станке; с шахматным расположением зубьев для обработки заготовок из коррозионно-стойких и жаропрочных сталей и для обработки заготовок из легких сплавов; бесстружечные.
2. Машинные для нарезания на станке метрической резьбы диаметром 0,25— 0,9 мм; с укороченными канавками, с винтовыми канавками.
3. Гаечные для нарезания резьб в гайках на гайконарезных станках: с изогнутым хвостовиком; бесстружечные гаечные; с шахматным расположением зубьев для обработки коррозионно-стойких и жаропрочных сталей; бесстружечные с прямым хвостовиком.
4. Конические для нарезания конических резьб.
5. Метчики для круглой резьбы.
6. Метчики сборной конструкции, нерегулируемые и регулируемые (резьбонарезные головки для внутренней резьбы).
7. Специальные комбинированные (сверло-метчик), ступенчатые и др.
Выбор типа метчика, определение числа метчиков в комплекте, распределение нагрузки между метчиками в комплекте, выбор схемы резания и назначение конструктивных элементов выполняют с учетом размеров резьбы и ее точности, вида отверстия (глухое, сквозное), материала детали и условий производства.
Конструктивные элементы метчиков, их назначение и расчет размеров. К основным конструктивным элементам метчиков относятся (рисунок 14, а): режущая (заборная) часть 1; калибрующая часть 2; хвостовик 3 с элементами крепления 4, 5; форма зуба 6 и стружечной канавки 7 и их направление; геометрические параметры режущей и калибрующей частей; профили резьбы метчика и его размеры.
Режущая часть предназначена для срезания слоев металла по всему контуру профиля резьбы. Калибрующая часть служит для окончательного формирования профиля (первым калибрующим витком), направления и подачи метчика под действием сил самозатягивания и является запасом на переточку при заточке метчика по наружной поверхности режущей части. Хвостовик предназначен для передачи крутящего момента от шпинделя станка.
Режущая часть метчика срезает слои металла по генераторной (рисунок 14, б) или профильной (рисунок 14, в) схеме. В большинстве случаев применяют генераторную схему (машинные, гаечные и другие метчики). Профильную схему применяют для калибрующих и конических метчиков.
Основные параметры режущей части: длина l1 режущей части от торца до начала калибрующей части, угол конуса j, длина l2 режущей части, которая непосредственно участвует в резании.
 Рисунок 14- Общий вид (а), схемы резания (б, в) и геометрические параметры (г) метчика
Рисунок 14- Общий вид (а), схемы резания (б, в) и геометрические параметры (г) метчика
|
Эти параметры взаимосвязаны:

Длину l1 назначают в зависимости от вида отверстия (глухое, сквозное), типа метчика (машинный, гаечный и т. п.), номера метчика в комплекте.
Калибрующая часть. Окончательные размеры и качество нарезаемой резьбы зависят от качества исполнения калибрующей части при прочих равных условиях.
Длину калибрующей части l к (рисунок 14, а) назначают с учетом длины нарезаемой резьбы и запаса на переточку при заточке по задней поверхности.
Метчики по калибрующей части могут изготовлять без затылования по профилю, с затылованием — на 2/з ширины пера или с затылованием по всей ширине пера на K = 0,01...0,02 мм. Метчики диаметром до 10 мм в большинстве случаев выполняют незатылованными. Гаечные метчики затылуют на 2/з ширины пера, что улучшает направление метчика в процессе работы.
1.
Дата добавления: 2015-01-13; просмотров: 348; Мы поможем в написании вашей работы!; Нарушение авторских прав |