КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Технология сварки полиэтиленовых труб встык. Циклограмма процесса сварки встык нагретым инструментом.
Технологический процесс соединения полиэтиленовых труб сваркой встык включает следующие операции:
- подготовку труб и деталей к сварке:
Очистка - перед сборкой и сваркой труб, необходимо тщательно очистить их полости от грунта, снега, льда, камней и других посторонних предметов. Очистку производят сухими или увлажненными кусками мягкой ткани из растительных волокон с дальнейшей протиркой и просушкой.
Сборка - сборку свариваемых труб включает установку, соосную центровку и закрепление свариваемых концов. Ее производят в зажимах центратора сварочной машины. Как правило, центратор жестко крепит одну трубу и обеспечивает осевое перемещение второй трубы.
Центровка - концы труб и деталей центруют по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10 % толщины стенок труб и деталей.
Механическая обработка торцов - закрепленные и сцентрированные концы труб и деталей перед сваркой подвергают механической обработке - торцеванию с целью выравнивания свариваемых поверхностей непосредственно в сварочной машине. Момент окончания торцевания легко определить визуально по появлению сплошной кольцевой стружки с обеих сторон торцевателя. Удаление стружки из полости труб или из детали производят кистью, а снятие заусенцев с острых кромок торца - ножом.
Проверка совпадения торцов и зазора в стыке.
- сварку стыка:
Оплавление, нагрев торцов - оплавление и нагрев торцов свариваемых труб осуществляют одновременно (синхронно) посредством их контакта с рабочими поверхностями нагретого инструмента (сварочное зеркало – нагревательный элемент). Оплавление торцов следует выполнять до образования по всему периметру контактирующих с нагревателем торцов труб валиков расплавленного материала (первичного грата) необходимой величины. Необходимая высота грата тем больше, чем больше толщина стенки свариваемых труб.
Удаление нагретого инструмента – для удаления нагретого инструмента выдерживается технологическая пауза (она должна быть как можно более короткой).
Осадка стыка - после удаления нагретого инструмента торцы труб и деталей сводят и производят осадку стыка. Осадку стыка осуществляют плавным увеличением давления до заданного уровня.
Охлаждение соединения - стык необходимо охлаждать под давлением осадки в течение времени tохл, величина которого принимается в зависимости от толщины стенки свариваемых труб и деталей и температуры окружающего воздуха Т0.
Циклограмма процесса сварки встык нагретым инструментом труб из полиэтилена:
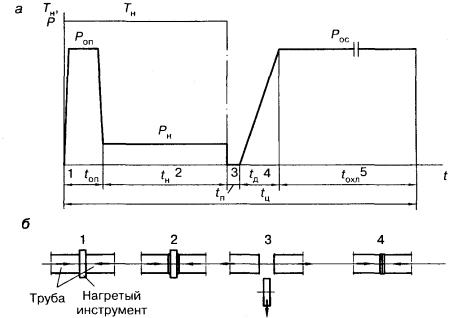
а - диаграмма изменения во времени t давления на торцах Р и температуры нагретого инструмента Tн;
б - последовательность протекания процесса сварки;
1 - оплавление торцов; 2 - нагрев концов труб; 3 - вывод нагретого инструмента (технологическая пауза); 4, 5 - осадка и охлаждение стыка
Дата добавления: 2015-01-29; просмотров: 519; Мы поможем в написании вашей работы!; Нарушение авторских прав |