КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Виды токарных работ и режущий инструмент
 Точение наружной цилиндрической поверхности. При точении на- ружной цилиндрической поверхности также, как и при всех других видах токарных работ, главное вращательное движение резания DГ совершает за- готовка. Движение подачи DS выполняет инструмент, которым является токарный резец, перемещающийся вдоль оси заготовки. Для точения на- ружной цилиндрической поверхности применяют проходной прямой (рис. 1.1, а, поз. 1), проходной отогнутый (рис. 1.1, а, поз. 2) или проход- ной упорный (рис. 1.1, б) резцы.
Точение наружной цилиндрической поверхности. При точении на- ружной цилиндрической поверхности также, как и при всех других видах токарных работ, главное вращательное движение резания DГ совершает за- готовка. Движение подачи DS выполняет инструмент, которым является токарный резец, перемещающийся вдоль оси заготовки. Для точения на- ружной цилиндрической поверхности применяют проходной прямой (рис. 1.1, а, поз. 1), проходной отогнутый (рис. 1.1, а, поз. 2) или проход- ной упорный (рис. 1.1, б) резцы.

Рис. 1.1. Схемы точения наружной цилиндрической поверхности:
а) проходным прямым (поз. 1) и проходным отогнутым (поз. 2) резцами;
б) проходным упорным резцом
Отогнутые резцы удобны при точении поверхностей заготовок, расположенных вблизи кулачков патрона. Проходные упорные резцы ис- пользуют для точения небольших уступов на поверхности заготовки и об- работки цилиндрических поверхностей на нежестких валах.
Подрезание торцов. Торцовые поверхности заготовки обрабатыва- ют подрезными резцами (рис. 1.2, а), осуществляющими движение попе- речной подачи DS поп.
Часто для этих целей применяют проходные отогнутые резцы,
имеющие более массивную режущую часть по сравнению с подрезными резцами и допускающие более производительные режимы резания (рис. 1.2, б).
Торцовые поверхности подрезают, как правило, с движением подачи резца DS поп от периферии к центру.

 Рис. 1.2. Схемы подрезания торцов подрезным прямым (а)
Рис. 1.2. Схемы подрезания торцов подрезным прямым (а)
и проходным отогнутым (б) резцами
Точение наружных канавок и отрезание. Для точения канавок (рис. 1.3, а), а также отрезания (рис. 1.3, б) используют соответственно ка- навочные и отрезные резцы, осуществляющие при резании движение по- перечной подачи DS поп. Точение узких канавок осуществляют за один ра- бочий ход резца, а широких — несколькими рабочими ходами, последова- тельно переставляя резец из одного положения в другое вдоль оси заготов- ки после точения резцом узкой канавки.
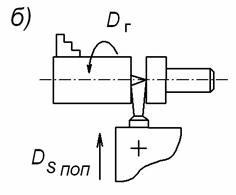

Рис. 1.3. Схемы точения канавки (а) и отрезания (б)
Резцы для точения канавок, а также отрезные резцы следует устанав- ливать так, чтобы их режущая кромка располагалась строго на уровне оси центров станка. Это особенно важно при работе отрезными резцами. Распо- ложение их выше или ниже оси центров может привести к поломке резца.
Точение фасонных поверхностей. К фасонным поверхностям, обра- батываемым на токарных станках, относят поверхности вращения, имею- щие сложный наружный контур. Такие поверхности могут иметь, например, рукоятки различной формы, маховики с фасонными ободами, шаровые (сферические) и подобные им детали.
 Короткие (неширокие) фасонные по- верхности можно получать фасонными рез- цами (рис. 1.4). Токарный фасонный резец при движении с поперечной подачей DS поп снимает широкую стружку. Это может вы- звать вибрации обрабатываемой заготовки и резца. Поэтому данным методом выполняют
Короткие (неширокие) фасонные по- верхности можно получать фасонными рез- цами (рис. 1.4). Токарный фасонный резец при движении с поперечной подачей DS поп снимает широкую стружку. Это может вы- звать вибрации обрабатываемой заготовки и резца. Поэтому данным методом выполняют
точение фасонных поверхностей шириной до Рис. 1.4. Схемы точения
30 мм с малыми подачами и пониженными фасонных поверхностей скоростями резания Длинную фасонную по-
верхность обрабатывают проходным резцом, перемещающимся по криво- линейной траектории сочетанием продольного и поперечного движений механической подачи (схема обработки не показана).
 Обработка отверстий. Для получения отверстий на токарных станках применяют сверла. Увеличение диаметра имеющегося в заготовке отверстия и повышение точности его изготовления осуществляют расточ- ными резцами, а также зенкерами и развертками. Тот или иной инстру- мент выбирают в зависимости от вида
Обработка отверстий. Для получения отверстий на токарных станках применяют сверла. Увеличение диаметра имеющегося в заготовке отверстия и повышение точности его изготовления осуществляют расточ- ными резцами, а также зенкерами и развертками. Тот или иной инстру- мент выбирают в зависимости от вида
заготовки, требуемой точности обра- ботки, размеров и параметров шерохо- ватости обработанного отверстия.
При сверлении отверстий на то- карных станках заготовка, закреплен- ная в патроне, совершает вращательное движение, а сверло, установленное в задней бабке станка, получает движе-
ние продольной подачи DS пр (рис. 1.5). Рис. 1.5. Схема
Растачивание отверстия (рис. сверления отверстия
1.6, а, б) – операция более сложная, чем
точение наружных поверхностей, так как размер поперечного сечения рез- ца дол жен быть меньше диаметра отверстия, а вылет резца из резцедержа- теля несколько больше длины растачиваемого отверстия.

 Рис. 1.6. Схемы растачивания сквозного отверстия (а)
Рис. 1.6. Схемы растачивания сквозного отверстия (а)
и отверстия с уступом (б)
При растачивании отверстия значительной длины возможен изгиб резца и сильные вибрации при высоких скоростях резания. В связи с этим растачивание отверстий на токарных станках с помощью расточных резцов применяют в тех случаях, когда диаметры отверстий большие или когда сверление и зенкерование не обеспечивают необходимой формы уступов обработанных поверхностей внутри отверстия.
Растачивание сквозных отверстий осуществляют проходными рас- точными резцами с движением продольной подачи DS пр. Глухие и ступен- чатые поверхности растачивают упорными расточными резцами. Для по- лучения торцовой поверхности внутри отверстия расточному резцу в кон- це его продольного хода придают движение поперечной подачи (см. рис. 1.6, б).
Нарезание резьбы. Резьба представляет собой винтовую канавку оп- ределенного профиля, прорезанную на цилиндрической или конической поверхности. Используемые на деталях резьбы можно разделить на ряд групп:
– по расположению – на наружные и внутренние;
– по форме исходной поверхности – на цилиндрические и кониче-
ские;
– по направлению винтовой канавки – на правые и левые;
– по форме профиля – на треугольные, прямоугольные, трапецеи-
дальные, круглые;
– по числу заходов – на одно- и многозаходные;
– по назначению – на крепежные и ходовые.
На токарных станках резьбу нарезают посредством вращения за-
готовки (главное движение резания) и поступательного перемещения
(движение подачи) режущего инструмента. Таким способом можно осу- ществлять изготовление всех типов резьб, в том числе таких видов кре- пежных резьб, как метрическая, дюймовая и трубная резьбы.
 Наиболее распространенным способом на- резания резьбы (наружной и внутренней) на то- карно-винторезных станках является нарезание резьбовыми резцами (рис. 1.7). За каждый обо- рот заготовки резец должен получать продоль- ное перемещение (подачу), равное шагу резьбы. Таким образом, скорость продольного переме-
Наиболее распространенным способом на- резания резьбы (наружной и внутренней) на то- карно-винторезных станках является нарезание резьбовыми резцами (рис. 1.7). За каждый обо- рот заготовки резец должен получать продоль- ное перемещение (подачу), равное шагу резьбы. Таким образом, скорость продольного переме-
щения резца точно согласуется с шагом нареза- Рис. 1.7. Схема нарезания емой резьбы и частотой вращения заготовки. наружной резьбы резцом
При нарезании на токарных станках резь-
бы небольших размеров используют плашки, а для внутренней – метчики. Шаг нарезанной на заготовке резьбы при этом получается такой же, как шаг резьбы на инструменте.
 Методы точения конических поверхностей. Для получения кони- ческой поверхности на заготовке при точении на токарном станке необхо- димо, чтобы при вращении заготовки вершина резца перемещалась парал- лельно образующей конуса. Это достигается одним из следующих спосо- бов: смещением корпуса задней бабки (рис. 1.8, а); поворотом верхнего суппорта (рис. 1.8, б); с помощью широкого резца (рис. 1.8, в) или с ис- пользованием копирной линейки (рис. 1.8, г).
Методы точения конических поверхностей. Для получения кони- ческой поверхности на заготовке при точении на токарном станке необхо- димо, чтобы при вращении заготовки вершина резца перемещалась парал- лельно образующей конуса. Это достигается одним из следующих спосо- бов: смещением корпуса задней бабки (рис. 1.8, а); поворотом верхнего суппорта (рис. 1.8, б); с помощью широкого резца (рис. 1.8, в) или с ис- пользованием копирной линейки (рис. 1.8, г).


 Рис. 1.8. Схемы точения конических поверхностей:
Рис. 1.8. Схемы точения конических поверхностей:
а) смещением задней бабки; б) поворотом верхнего суппорта;
в) широким резцом; г) с использованием копирной линейки
 При точении наружных конических по- верхностей пользуются проходными резца- ми, а при растачивании внутренних поверх- ностей — расточными. Для получения на внутреннем отверстии конической фаски небольшой длины в качестве инструмента часто используют зенковку (рис. 1.9).
При точении наружных конических по- верхностей пользуются проходными резца- ми, а при растачивании внутренних поверх- ностей — расточными. Для получения на внутреннем отверстии конической фаски небольшой длины в качестве инструмента часто используют зенковку (рис. 1.9).
Рис. 1.9. Схема зенкования отверстия
Дата добавления: 2014-11-13; просмотров: 415; Мы поможем в написании вашей работы!; Нарушение авторских прав |