КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
НАЗНАЧЕНИЕ И УСТРОЙСТВО АГРЕГАТНЫХ СТАНКОВ
Агрегатными называются специальные много инструментальные станки, соби-раемые из стандартных (нормализованных) и специальных узлов или агрегатов. К стандартным узлам относятся силовые (шпиндельные головки, поворотные столы, станины, гидравлические устройства (гидропанели, гидроприводы) и др.
Агрегатные станки предназначаются для применения в условиях крупно-серийного и массового производства для выполнения сверлильных, расточных, резь-бофрезерных и реже - фрезерных и других работ. На электромашиностроительных заводах страны агрегатные станки применяются для обработки различных деталей электродвигателей: подшипниковых щитов, крышек, станин и т.п. Изделия на таких станках обрабатываются одновременно многими инструментами с одной, двух или нескольких сторон в зависимости от конфигурации детали, которая устанавливается и закрепляется на столе станка. Поэтому агрегатные станки отличаются более высокой производительностью, чем универсальные станки. При обработке изделий на агрегатных станках сокращаются число рабочих и производственные площади при том же объёме продукции.
На рис.12-1 показан общий вид трёхстороннего сверлильного многошпиндель-ного агрегатного станки с тремя силовыми головками 2. Две головки установлены го-ризонтально и совершают перемещения по направляющим станины 1, третья головка расположена вертикально и перемещается по колонне 4. Все головки имеют одинаковое устройство и состоят из корпуса 2, шпиндельной коробки 3, в которой размещаются рабочие шпиндели с режущим инструментом, и приводного электродвигателя 7. Обрабатываемая заготовка закрепля-
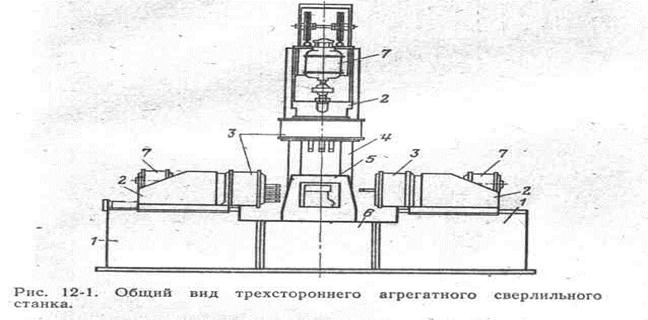 |
ется в приспособлении 5, которое устанавливается на подставке (столе) 6. При после-довательной обработке нескольких заготовок вместо неподвижного приспособления 5 применяют поворотный стол, на котором крепятся заготовки.
Силовые головки выполняются с механической или гидравлической системой по-дачи. В современных агрегатных станках наибольшее распространение получили силовые головки с гидравлическим приводом подачи. Гидравлические головки делятся на самодействующие и несамодействующие.
В самодействующих силовых головках гидронасос и гидропанель (распределительное устройство гидросис-

темы) встроены в головку и совершают вместе с ней поступательное движение при подаче головки. Резервуаром для масла служит корпус головки. В таких головках шпиндели и гидронасос приводятся во вращение от одного электродвигателя, поэтому подача режущего инструмента при невращающихся шпинделях невозможна.
Общий вид самодействующей силовой головки показан на рис.12-2. С передней стенкой корпуса головки соединена болтами шпиндельная коробка 2, на кронштейне задней стенки установлен электродвигатель 6. В корпусе головки находятся гид-ронасос 5 и гидропанель 4. Через вал 3 и зубчатые шестерни шпиндельной коробки получают вращение шпиндели 1 с инструментами. С нижней частью корпуса головке жёстко соединён гидроцилиндр 7, шток поршня которого укреплён в станине станка. При подаче масла в левую полость цилиндра головка получает движение по направлению к детали 5, при подаче масла в правую полость - от детали.
Промышленность выпускает несколько типов самодействующих силовых головок с двигателями мощностью от 1,1 до 22кВт и усилием подачи от 10 до 100 кН. Максимальный ход головок - от 250 до 1000мм.
В несамодействующих силовых головках гидронасос и гидропанель уста-навливаются на станке вне силовой головки. Главный двигатель осуществляет только вращение шпинделей. Вращение насоса гидросистемы производится от отдельного двигателя. Для масла предусматривается отдельный резервуар.
Несамодействующие головки широко применяются в агрегатных много-позиционных станках, имеющих несколько силовых головок. В этом случае исполь-зуется одна централизованная гидравлическая система, сокращается количество насосов и приводов к ним, но усложняется система трубопроводов.
Нарезание резьбы на агрегатных станках обычно производится с применением стандартных электромеханических резьбовых головок. Подача такой головки осу-ществляется при помощи винтового механизма, приводимого во вращение от главного двигателя, чем достигается точное согласование движений резания и подачи. Реверсирование шпинделей и подачи осуществляется реверсированием двигателя.
Дата добавления: 2014-11-13; просмотров: 1264; Мы поможем в написании вашей работы!; Нарушение авторских прав |