КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
ОСНОВНЫЕ ТИПЫ АВТОМАТИЧЕСКИХ СТАНОЧНЫХ ЛИНИЙ
При обработке сложных деталей на универсальных и специальных станках затрачивается много вспомогательного времени на установку и закрепление заготовки, на измерения в процессе обработки, на снятие обработанной детали и транс-портировку её на другой станок. Стремление повысить производительность труда путём сокращения вспомогательного времени, а также применения обработки дета-лей одновременно с разных сторон и внедрения средств активного контроля за хо-дом обработки, привело к созданию автоматических станочных линий.
Автоматические линии в основном комплектуются из агрегатных станков имеющих силовые головки с набором различных режущих инструментов для выполнения сверлильных, расточных, фрезерных и резьбонарезных работ. Наряду с аг-регатными станками в потом автоматических линиях используются универсальные и специальные станки, например токарные, фрезерные, шлифовальные и другие быс-тро переналаживаемые станки, которые встраиваются в линии в порядке операций технологического процесса обработки деталей. На этих станках производятся опера-ции отрезки, прорезки канавок, снятия фасок и др.
Станки автоматических линий снабжаются загрузочными приспособлениями, а также транспортирующими и зажимными устройствами, с помощью которых обра-батываемые детали перемещаются с одной позиции на другую и закрепляют. От-дельные станки и механические узлы, составляющие автоматическую линию, объе-диняются в единую систему с помощью электроавтоматики. Таким образом, обраба-тываемые детали автоматически транспортируются вдоль линии станков и посте-пенно проходят все операции механической обработки.
Для передачи заготовок от станка к станку на автоматических линиях приме-няют разного рода транспортирующие средства. Простейшими транспортными уст-ройствами являются лотки, склизы, трубки, по которым заготовки передвигаются под действием силы тяжести или инерции, как, например, в линиях для обработки шарикоподшипников. Более крупные заготовки передвигаются принудительно, пос-редством различных транспортеров:шаговых с собачками, цепных, барабанных и др.
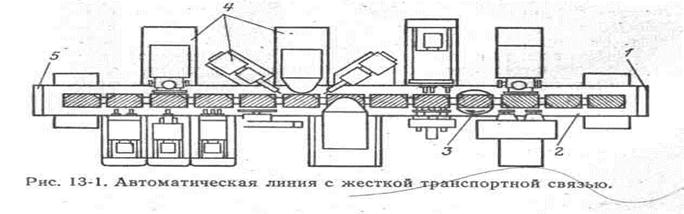
По способу осуществления транспортных устройств различают автома-тические линии с жёсткими и гибкими межагрегатными (транспортными) связями. При жёсткой связи автоматическое перемещение обрабатываемых изде-лий от одной позиции к другой производится общим транспортным устройством с точно установленным шагом и паузой, которая зависит от наиболее длительного времени цикла обработки изделия на одной из рабочих позиций линии, а шаг определяется расстоянием между позициями. Достоинством линий с жёсткой транспортной связью является сравнительно короткое время прохождения обраба-тываемого изделия с позиции на позицию, а недостатком - прекращение работы всей линии при неисправности какого-либо устройства.
На рис.13-1 показана схема механизмов небольшой автоматической линии с жёсткой межагрегатной связью между станками. С загрузочной позиции 1 шагаю-щим транспортёром 2 изделия перемещаются к станкам 4, которые производят обработку. Заканчивается линия разгрузочной позицией 5. Имеется на линии ещё поворотное устройство 3 (поворотный стол, кантователь), которым осуществляется поворот детали на 90 и 180° во время обработки остальных деталей на позициях.
При гибкой транспортной связи каждый станок работает в собственном рит-ме, а транспортные устройства между станками выполняются в виде лотков,
 |
непрерывно движущихся транспортёров и т. п. На рис.13-2 показана схема автома-тической линии, состоящей из трёх станков, соединенных транспортирующими уст-ройствами, и двух межоперационных бункеров-накопителей. Из элеватора 1 через лоток обрабатываемые изделия подаются к станку 3, далее транс-
 |
портёром 6 перемещаются в бункер-накопитель 2, откуда поступают на станок 4. Затем транспортёр 7 направляет их в бункер 5, из которого изделия подаются на станок 5. Наличие бункеров-накопителей позволяет продолжать работать станкам, расположен-ным после них, при остановке станков перед ними.
Кроме металлорежущих станков и транспортных устройств в состав автомати-ческих линий в зависимости от их назначения могут входить следующие агрегаты: фиксирующие и зажимные устройства, контрольные и сортировочные автоматы, агрега-ты для сварки, упаковочные агрегаты ит.д.
|
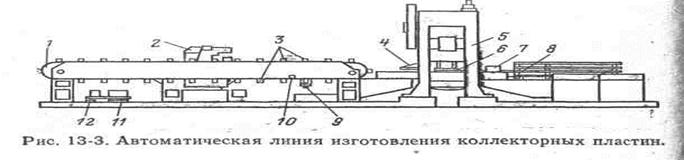
В электромашиностроении автоматические линии применяются для обработки ва-лов, станин, подшипниковых щитов, для пропитки статоров и роторов, для сборки и испытания электрических машин. В данной отрасли автоматические линии были впер-вые применены для обработки двигателей единой серии А и АО 6-го и 7-го габаритов. На рис.13-3 показана автоматическая линия для изготовления коллекторных пластин. Медные полосы укладываются в загрузочное устройство 8, из которого механизм подачи 7 толкает полосу 6 в пресс на шаг, равный длине коллекторной пластины. На чеканочном прессе 5 производится правка полосы, вырубка контура пластины и отрубка её от полосы. Отрубленная пластина при помощи передающего механизма 4 подаётся на транспортёр 1, который перемещает ее к горизонтально-фрезерному станку 2. На стан-ке производится фрезерование шлица в петушке коллекторной пластины. При этом ус-тановка пластины в тиски станка, выем обработанной детали с последующей установкой в зажим транспортера производится при помощи робота-манипулятора. Далее в ванне 12 пластина покрывается флюсом, а в ванне 11 производится лужение шлица. Готовые пластины освобождаются толкателем 9 из зажимов 3 и падают в бункер. Электроимпульсный счетчик 10 показывает количество обработанных пластин. Продолжительность цикла линии 7 с.
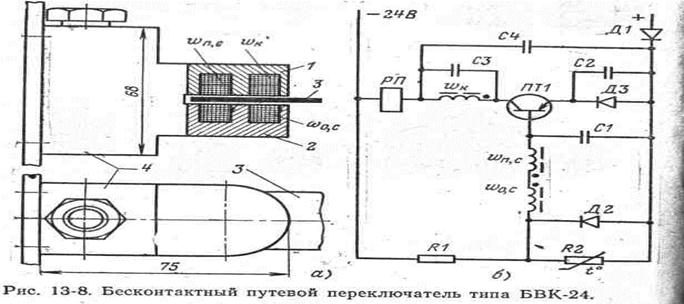
Бесконтактные путевые переключатели. Наряду с логическими элементами «И»,«ИЛИ»,«НЕ» и т.п. в схемах управления станками применяются преобразователи пути, работающие без механического воздействии со стороны движущегося упора. Широкое распространение получили бесконтактные переключатели щелевого типа с транзисторными усилителями, работающими в генераторном режиме. На рис. 13-8, а показан общий вид такого переключателя типа БВК-24. Его магнитопровод, размещённый в корпусе 4, состоит из двух ферритовых сердечников 1 и 2 с воздушным зазором шириной 5-6мм между ними. В сердечнике 1 размещается первичная обмотка wк и обмотка положительной обратной связи wпс, в сердечнике 2 - обмотка отрицательной обратной связи wос. Такой магнитопровод исключает влия-ние внешних магнитных полей. Катушки обратной связи включены последователь-но-встречно. В качестве переключающего элемента используется алюминиевый ле-песток (пластинка) 3 толщиной до 3 мм, который может перемещаться в щели (в воздушном зазоре) магнитной системы датчика.
Если лепесток находится вне сердечника, то разность напряжений, индук-тируемых, в обмотках wпс и wос, будет положительной, транзистор ПТ1 закрыт и ге-нерация незатухающих колебаний в контуре wк - СЗ (схема на рис.13-8,б) не возни-кает. При введении лепестка в щель датчика связь между катушками wк и wос осла-бевает (поэтому лепесток еще называют экраном), на базу транзистора ПТ1 подаётся отрицательное напряжение и он открывается. В контуре wк - СЗ возникает генерация и появляется переменный ток, который индуктирует ЭДС в катушке wпс в цепи базы транзистора. На переходе эмиттер-база происходит детектирование переменной состав-ляющей коллекторного тока и реле РП срабатывает.
Возникновение и срыв генерации происходят за 3-4 периода несущей частоты 2,5-3 кГц, т. е. время срабатывания датчика составляет (1- 2)*10-3 с, погрешность срабатывания равна 1-1,3мм при колебаниях напряже-
нияпитания от 22 до 26В. Переключатель БВК-24 отличается высокой надежностью, большой допустимой частотой срабатывания ибыстродействием.
В станкостроении применяют также бесконтактные путевые переключатели БСП и БРП с датчиком виде трансформатора с двумя вторичными обмотками, разомкнутым магнитопроводом и подвижным якорем. Погрешность срабатывания переключателя БСП составляет ± 0,2 мм.
Дата добавления: 2014-11-13; просмотров: 1054; Мы поможем в написании вашей работы!; Нарушение авторских прав |