КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Види руху предметів праці у виробництві
У виробництві існує три види руху предметів праці – послідовний, паралельний, послідовно-паралельний. Кожний з них має свої особливості передачі виробів від одного робочого місця до іншого, роботи устаткування та пролежування деталей.
На графіку виробництво предметів праці при цих видах руху виглядає наступним чином (рис.6.6).
При послідовному русі обробка кожного наступного виробу починається після закінчення обробки попереднього; при паралельному виді руху (обробка виробів) здійснюється одночасно; при послідовно-паралельному – з використанням обидвох видів руху. Але якщо у перших двох випадках організація виготовлення є простою, то при послідовно-паралельному русі необхідно виконання певних умов, що буде розглянуто пізніше.
Організація виробництва партії виробів різних видах рухів має свої особливості.
При послідовному русі вироби передаються на кожну наступну операцію цілою партією після завершення обробки на попередній (рис.6.7). При цьому устаткування на кожній операції працює без простоїв.
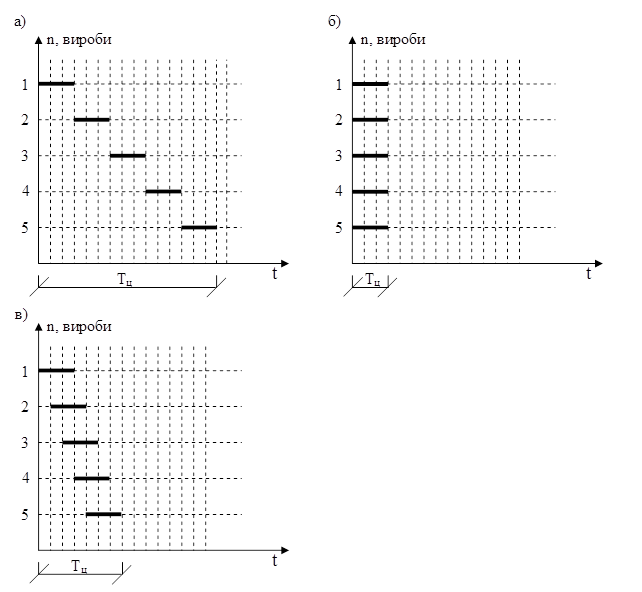
Рис.6.6. Графік обробки п‘яти виробів при різних видах руху:
а – послідовному; б – паралельному; в – послідовно-паралельному.
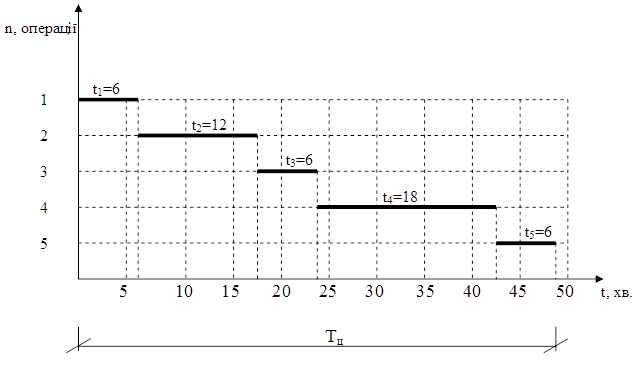 Рис.6.7. Графік обробки партії деталей на п‘яти операціях при
Рис.6.7. Графік обробки партії деталей на п‘яти операціях при
послідовному виді руху
У цьому прикладі кількість виробів у партії m=6, кількість операцій n=5, час обробки на кожній операції становить відповідно: t1'= 1хв., t2'= 2хв., t3'= 1хв.,
t4'= 3хв., t5'= 1хв.
У цьому випадку, коли n=5, а m =6
 ;
;  ;
;  ;
;  ;
;  (6.8)
(6.8)





 =
=

 +
+  +
+  +
+  )=
)=  (6.9)
(6.9)
Для даного випадку тривалість обробки деталей (Тц) становить:
Тц = 6· (1+ 2 + 1+ 3 + 1) = 6 · 8 = 48 хв.
Перевагою послідовного руху є відсутність простоїв обладнання, а недоліком – велика тривалість виробничого циклу. Такий вид руху застосовується переважно в одиничному та дрібносерійному типах виробництва.
Для паралельного виду організації виробничого процесу характерним є перехід кожної деталі на наступну операцію негайно після завершення попередньої (рис.6.8).
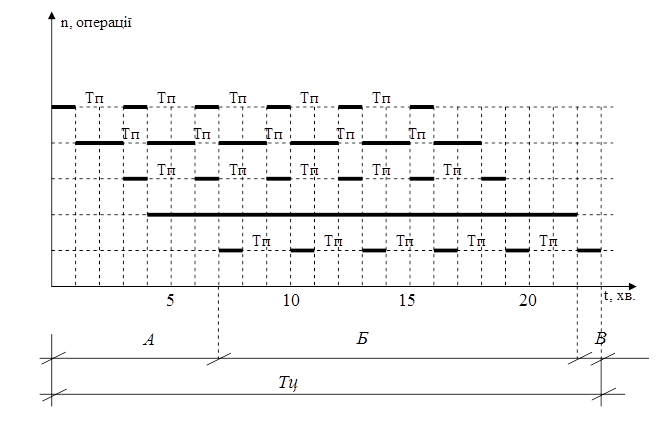
Рис.6.8. Графік обробки партії виробів на п‘яти операціях при
паралельному виді руху
Тривалість циклу обробки Тц дорівнює:
Тц = А + Б + В (6.10)
A = t1+t2+t3+t4 (6.11)
Б = ( m – 1) t4 (6.12)
В = t5 (6.13)
Підставивши ці значення у формулу 5.10 отримаємо:
 (6.14)
(6.14)
Позначивши  (6.15)
(6.15)
Отримаємо  +( m – 1) t4 , (6.16)
+( m – 1) t4 , (6.16)
де t4 - це найбільш тривала операція (головна), позначимо її tгол
Тоді:
+( m – 1) tгол (6.17)
При такому виді організації мають місце простої обладнання, оскільки є перерви між обробкою деталей на менш тривалих операціях.
У випадку, коли тривалість виконання різних операцій відрізняється у кратне число разів доцільно організовувати паралельні робочі місця кількість яких визначається кратністю тривалості операцій. Для попереднього прикладу: для 1-ї, 3-ї і 5-ї операції  робоче місце; доля 2-ї
робоче місце; доля 2-ї  робочі місця; для 4-ї
робочі місця; для 4-ї  робочі місця. З урахуванням цього будують графік обробки (рис. 6.9)
робочі місця. З урахуванням цього будують графік обробки (рис. 6.9)
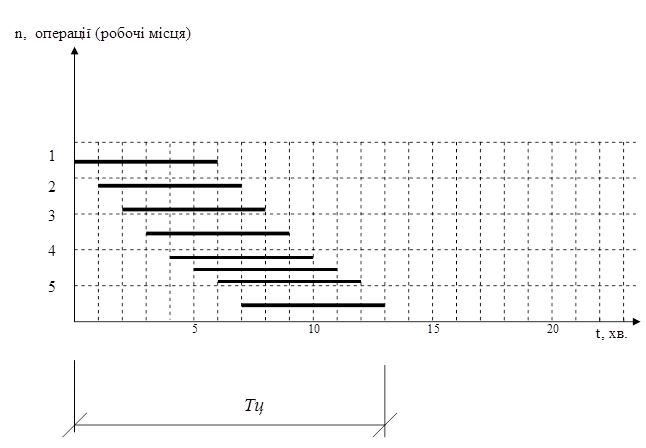
Рис.6.9. Графік обробки партії виробів на п‘яти операціях при
паралельному виді руху й організації паралельних робочих місць.
Тривалість циклу у такому випадку становить:
 [M+( m – 1)] (6.18)
[M+( m – 1)] (6.18)
де: tм – тривалість найменшої операції;
М – кількість паралельних робочих місць.
Перевагою паралельного виду руху є найкоротша тривалість циклу обробки партії виробів, а недоліком – простої обладнання в межах обробки партії деталей, зумовлених різною тривалістю операцій.
Паралельний вид руху застосовується у масовому виробництві (потоковому виробництві).
Послідовно-паралельний вид руху поєднує у собі переваги послідовного та паралельного рухів виробів у виробництві.
Графік обробки партії виробів при послідовно-паралельному виді руху має такий вигляд (рис.6.10).
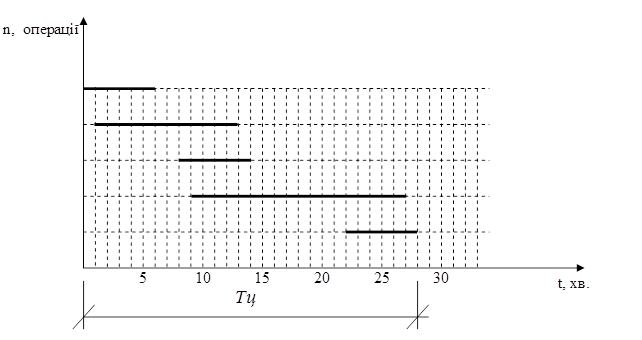
Рис.6.10. Графік обробки партії виробів при послідовно-паралельному виді руху.
При побудові такого графіка потрібно дотримуватись таких правил: якщо наступна операція більш тривала, ніж попередня, тоді вона починається пізніше на час, який дорівнює часові обробки одного виробу на попередній операції; якщо наступна операція менш тривала, ніж попередня, тоді вона завершується пізніше на час, який дорівнює часові обробки одного виробу на цій операції.
Тривалість циклу при такому виді руху дещо більша, ніж при паралельному, але менша, ніж при послідовному, але відсутні простої обладнання в межах обробки партії деталей.
Послідовно-паралельний рух найчастіше застосовують у серійному виробництві.
Дата добавления: 2014-12-03; просмотров: 1713; Мы поможем в написании вашей работы!; Нарушение авторских прав |