КАТЕГОРИИ:
АстрономияБиологияГеографияДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРиторикаСоциологияСпортСтроительствоТехнологияФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Приемо-сдаточные испытания на надежность, однократная выборка.
Цель приёмо-сдаточного контроля – установить соответствует ли изделие требованиям по надёжности. Результатом контроля является приёмка или браковка партии изделий. В терминах математической статистики это проверка гипотезы о том, что значение показателя надёжности лежит в пределах, указанных в нормативно- технической документации. Рассматриваются показатели, которые возрастают с повышением надёжности, например, наработка на отказ, вероятность безотказной работы, при этом считают, что контролируется один показатель; в общем случае используется обозначение R. Так как в процессе испытаний изделия полностью или частично расходуют свой ресурс надёжности, используются методы выборочного контроля.
Если в технической документации указано требуемое значение Rтр, а неизвестная фактическая величина показателя надёжности имеет значение R, то процедуру контроля стремятся построить таким образом, чтобы с возможно более высокой вероятностью при R³Rтр партия изделий принималась, а при R<Rтр – браковалась.
В процессе приёмо-сдаточных испытаний взаимодействуют две стороны поставщик и заказчик, интересы которых в значительной мере противоположны. Поставщик заинтересован минимизировать вероятность a ошибки первого рода, т.е. браковки изделий при R³Rтр, эту вероятность называют риск поставщика. Заказчик заинтересован минимизировать вероятность b ошибки второго рода – приёмки изделий при R<Rтр, эту вероятность называют риск заказчика.
Чтобы минимизировать оба риска возникает, необходимость установить два дополнительных уровня надёжности: приёмочный R1 и браковочный R0, которые устраивали бы и заказчика, и поставщика (R1£Rтр£R0). Стороны договариваются о том, что заказчик принимает изделие по приёмочному уровню, а риск b – это вероятность принять изделие при R=R1 или с ещё более низкой надёжностью; поставщик стремится представить на испытания изделия с показателем надёжности не ниже браковочного уровня, а риск a – это вероятность того, что и при R=R0 или с ещё более высокой надёжности изделие всё же будет забраковано.
Величины R1, R0, a и b являются предметом договоренности и устанавливаются в зависимости от затрат поставщика на повышение надёжности выше нормативной величины Rтр и от последствий недостаточной надёжности в эксплуатации у заказчика. Если эти затраты у поставщика и последствия у заказчика сопоставимы, то из условий паритета интересов принимают a=b и  .
.
Организация приёмо-сдаточных испытаний включает три этапа: планирование, проведение и анализ полученных результатов. Две точки R1, b и R0, 1-a полностью задают оперативную характеристику и позволяют спланировать испытания. В результате планирования определяется объём испытаний V, а также правила браковки и приёмки. Следует иметь в виду, что при назначении уровней надёжности (R1, R0) и рисков (a, b), необходимо учитыватьреальные материальные и технические возможности: имеющееся число испытываемых изделий N, допустимое время испытаний T и другие.
R - показатель надежности
L(R) - вероятность приемки изделия, кот. зависит от неизвестной нам фактической надежности R и объема испытаний n.
L(R) 

-  R + R R
R + R R
0 Rн Rтр Rв
(R1) (Ro)
- риск поставщика. Вероятность того, что поставщик не сможет сдать хорошие изделия.
- риск заказчика. Вероятность того, что заказчик получит плохую продукцию.
= 1-L(Ro); =L(R1),
гдe R1 - нижняя граница надежности
Ro - верхняя граница надежности
Rтр - фактическое неизвестное значение показателей надежности.
При планировании приемосдаточных испытаний ставится цель: определить объем испытаний, т.е. количество изделий, поставленных на испытания (N) и количество отбракованных изделий
(rбр - уровень браковки, при = ); Рассмотрим биномиальные испытания:
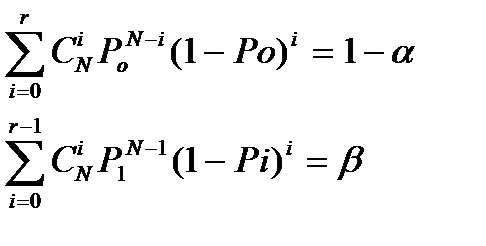
Ро = 0,98, Р1 = 0,96, = = 0,1,
получим: N = 473 при rбр >=14;
Этот метод называется методом однократной выборки. Существует еще последовательный контроль.
> бр 1 2 3
rуст
rо
t/To Tисп
1 область - область браковки; 2 область - область продолжения испытаний; 3 область - область приемки
Для экспоненциального закона распределения граница области рассчитывается следующим образом:

Достоинства: уменьшение объема испытаний Недостаток: заранее невозможно определить объем испытаний.
Дата добавления: 2015-04-18; просмотров: 381; Мы поможем в написании вашей работы!; Нарушение авторских прав |